渦流紡簡述之先進的紡紗工藝
紡織服裝工程研究所 教授級高工 侯國興
縱觀當今世界的紡紗技術,在傳統的環錠紡基礎上,上世紀70年代后出現了許多新型紡紗技術,如無捻紡、自捻紡、轉杯紡、噴氣紡、包纏紡、離心紡、粘合紡、靜電紡、摩擦紡、渦流紡等。其中以轉杯紡發展最為成熟和迅速,渦流紡屬自由端紡紗,在近十年內取得了令人矚目的成功,村田渦流紡(MVS)被認為是現代紡紗技術的新突破。
一.成紗原理和紗線結構
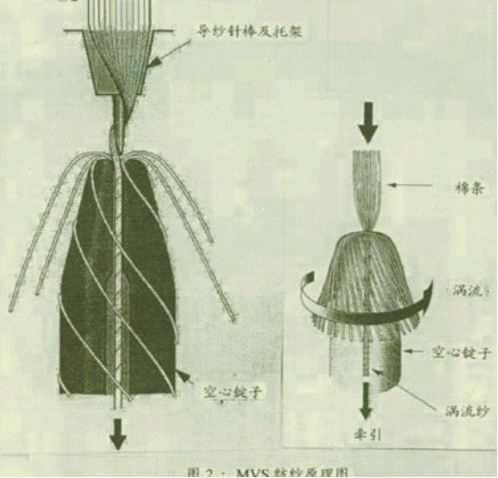
由前羅拉輸出的須條進入噴嘴之后,沿入口處螺旋表面高速運動,須條中的纖維頭端以較高速度進入空心管,而尾端則傾倒在空心管外壁的錐面上,隨著紗條的輸出,在渦流的作用下紗條逐步被加捻成紗,然后由空心管輸出,再卷繞成筒紗,這就是渦流紡的成紗過程。渦流紡的紗線由平行(芯)組分和(外)螺旋包纏組分兩部分構成。并由螺旋包纏實現了高速和真捻,與傳統噴氣紗相比,其包纏程度大大提高。這種成紗結構比環錠紗線結構穩定,并使印染加工后的最終紡織品具有許多優異的特點。
二.渦流紡紗(MVS)技術的優點
1.紡紗速度高:渦流紡紗應用空氣動力學原理,采用渦流管成紗,渦流對紗的加捻比機械式加捻效率高許多。以紡30s粘膠紗為例,其紡紗速度為400~450m/min錠(環錠紡17m/min錠,瑞士氣流紡128m/min錠)。顯而易見,由此帶來高產、高效,用工少,設備占地少、投資少,上馬快,項目回收期短等優點。所以,渦流紡紗項目成為近年來許多企業爭搶的好項目。
2.渦流紡紗適應性較廣:可以加工不同纖維長度的短纖紗、混紡紗。可紡
3.渦流紡紗生產流程最短,產品制成率最高:與環錠紡相比,渦流紡可以省去粗紗工序和絡筒工序。通常還配置清梳聯設備,使生產效率更高,用工更少。一般來說采用渦流紡生產,人工可減少250%,能源可節約30%(與現代環錠紡相比),生產成本更低。還配有紗線捻接器可生產大卷裝無結頭筒紗。
4.整個紡紗過程受到電子系統的監控,當發現紗疵時即被自動去除,整個紡紗過程是全自動連續式的。發現有問題的錠子,可以單錠自動停止紡紗。
5.渦流紡紗采用渦流管成紗,由于渦流管靜止不動,無高速回轉部件,所以運轉噪音小,接頭也十分方便簡單,斷頭后不需要清掃,不需要改善勞動環境。渦流紡機配件損耗少,維修也較方便。
6.渦流紡的紗線質量好也是其最大特點:一般來說渦流紡的紗線斷裂強度略低于同規格環錠紗,但強度不勻率也低于同規格環錠紗10%,因此有利于減少織造工序斷頭。還有,紗線的斷裂伸長率、條干均勻度和耐磨性都優于同規格環錠紗,粗、細節均少于同規格環錠紗。紗線的直徑略粗于同規格環錠紗,因此紗體蓬松,手感特別柔軟、較厚實。最重要的特點是紗線毛羽非常少,甚至比緊密環錠紗的毛羽還要減少12%~15%,尤其是3mm以上長毛羽近乎為零,織物外觀清晰,這些都是渦流紡最吸引人的關鍵。
7.基于渦流紡的紗線質量好,其銷售價格也比同規格環錠紗要高15~25%,加上生產成本低,因此生產企業的經濟效益將大大提高。
8.用渦流紡生產的紗線制成的織物的特點:透氣性、耐磨性、染色性比環錠紗織物要好。織物有較好的抗起毛、起球性能,
9.渦流紡的適紡原料基本上等同于環錠紡。包括具有一定長度(31~60mm),剛性不宜過大,能起到足夠的包纏效果的天然纖維和化學纖維。目前常用的原料有棉型化纖及51mm以下的中長化纖,尤其是粘膠纖維。
由以上分析可以明顯地看到渦流紡紗是自動化、連續化、高速高產的紡紗途徑之一,是當今世界先進的紡紗技術,具有成紗質量好、生產流程短、用工少、能耗少、占地少、投資少、生產成本低、企業利潤高等等無與倫比的優點。為此,各地許多企業都在搶先上項目,趕在前面者總會多得益。當然,盡管渦流紡紗具有許許多多這樣或那樣的優點,但紡紗技術總是在不斷發展的,我們仍然需要不斷地研究和改進渦流紡存在的問題,我們也深信渦流紡技術將在不斷的改進中得到更快的發展。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


