影響分梳效果的因素
分梳效果的好壞以棉層中棉束的重量百分率來表示,棉束重量百分率愈小,則說明纖維的分離程度、單纖化程度愈高,分梳效果好,影響分梳效果的因素除喂入品的結構狀態外,主要有以下幾個方面:
⒈給棉握持方面
(1)給棉羅拉表面形式 不同的給棉羅拉表面形式,決定不同的握持狀態當直線溝槽羅拉握持時,齒峰與齒谷交替通過給棉板鼻端,會導致棉層縱向相鄰片段握持力及握持位置的變化,造成棉須縱向分梳作用的差異,同時導致棉條短片段周期性不勻惡化。采用螺旋溝槽時因緊握點連續而有所改善。采用菱形凸起表面時,因其左右螺旋溝槽的導程不等。握持點具有一定的連續性,故落棉中長纖維較少,棉條不勻有所降低。采用表面包有鋸條的給棉羅拉,加用隔條限制齒頂伸出長度,由齒頂構成的握持點多且分散均勻,使棉層在橫向受壓縮的同時,縱向部分纖維受到壓縮和拉伸,形成彈性握持,有利于刺輥梳理時纖維的伸直和損傷減少。故羅拉加壓量可適當減輕。
(2)給棉鉗口加壓量 當機型一定時,給棉鉗口加壓量應隨刺輥轉速、喂入棉層定量、纖維品種的變化而調整,當轉速高、定量大、纖維與羅拉的摩擦系數小時,應增加加壓量。
(3)給棉方式 給棉羅拉與給棉板相對位置的變化,構成了不同的握持喂給方式。
順向喂給,即棉層喂給方向與刺輥分梳方向相同。若配以鋸齒羅拉彈性握持,則刺輥分梳時鋸齒握持的較長纖維尾端可從握持鉗口中順利抽出以避免損傷。
逆向喂給,即棉層喂給方向與刺輥分梳方向相反,刺輥分梳時,鋸齒所帶纖維尾端受到的阻力大,纖維易被拉斷。
(4)給棉分梳工藝長度 給棉分梳工藝長度指給棉羅拉與給棉板握持點a到給棉羅拉(或給棉板)與刺輥最小隔距點b間的距離,如圖3-2-6所示。
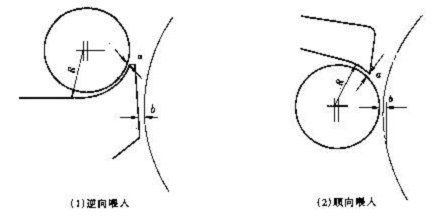
圖3-2-6 給棉分梳工藝長度
分梳工藝長度決定了刺輥刺入棉層的高低位置,分梳工藝長度短,始梳點位置升高,纖維被握持分梳的長度增加,刺輥的分梳作用增強,但纖維損傷逐步加劇。若分梳工藝長度過長,始梳點過低,則纖維被握持分梳的長度過小,棉束重量百分率增加。
刺輥分梳時,纖維會被鋸齒側面的棱角或前棱打斷,或因排列紊亂,相互扭結而被拉斷,受梳理的時間愈長,纖維損傷的幾率愈大,所以分梳工藝長度的選擇應兼顧分梳效果與纖維受損傷這兩個方面。生產實踐證明,當分梳工藝長度約等于纖維的主體長度時,分梳效果好,纖維損傷了不顯著。所以在加工不同長度的纖維時,給棉分梳工藝長度應與纖維的主體長度相適應。在纖維長度改變時,調整給棉板的高低位置,即可改變分梳工藝長度。
為了在纖維長度改變時,可在一定范圍內調整分梳工藝長度,提高給棉板的工藝適應性。在逆向喂給的梳棉機上,為了與加工的纖維長度相適應,給棉板有五種規格、三種類型(直線面、雙直線面和圓弧面)可供選擇。見表3-2-1。
表3-2-1 給棉板規格的選用
給棉板工作面長度/mm |
給棉板分梳工藝長度/mm |
適紡纖維長度(棉纖維主體長度)/mm |
28 |
27~28 |
29以下 |
30 |
29~30 |
29~31 |
32 |
31~32 |
原棉:33以上,化纖:38 |
46(雙直線) |
45~46 |
中長化纖:51~60 |
60(雙直線) |
59~60 |
中長化纖:60~75 |
1. 刺輥分梳方面
(1)刺輥的轉速 刺輥轉速較低時,在一定范圍內增加刺輥轉速,握持分梳作用增強,殘留的棉束重量百分率降低,并且隨著刺輥轉速增快,降低棉束重量百分率的幅度趨小。但刺輥轉速太高,不僅不能明顯地提高分梳效果,而且會增加纖維的損傷。增加刺輥轉速時,還應考慮錫林與刺輥間的速比。如刺輥速度增加,錫林速度不變或未能按比例增加時,會影響錫林順利剝取刺輥表面纖維的作用。
(2)刺輥形式及針齒規格 刺輥有梳針和鋸齒兩種類型,梳針型刺輥在除雜和避免纖維損傷方面優于鋸齒型刺輥;梳針對纖維的作用比較緩和,且開松能力較強,有利于纖維與雜質的分離,并在梳理中不易打碎雜質;梳針在使用時的磨損小,不易變形,使用壽命長。但加工難度較大,維修不方便,所以國內梳棉機均采用鋸齒型刺輥。
刺輥的鋸齒規格如圖3-2-7所示,在鋸齒規格中,鋸齒工作角α、齒基厚w、縱向齒距p和齒尖厚度b對分梳作用的影響較大。
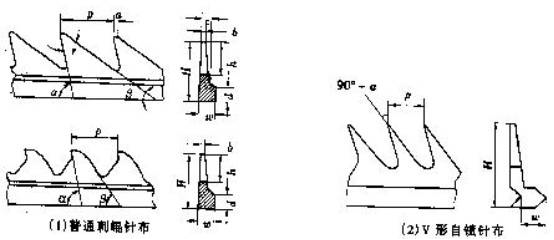
圖3-2-7 刺輥鋸條規格
鋸齒工作角α的大小,直接影響鋸齒對棉層的穿刺能力和刺輥的除雜作用,當α小時,有利于鋸齒刺入棉須分梳,但對雜質的拋落不利,過小時還會造成刺輥返花,棉結增多。因此,鋸齒工作角的大小應兼顧分梳與除雜兩個方面。
鋸齒密度包括縱向密度和橫向密度,橫向密度與齒基厚w有關,縱向密度與齒距p有關,齒距小,則密度大。鋸齒密度大時,每根纖維受到的作用
鋸齒的齒尖厚度分厚型(0.4mm)、中薄型(0.2~0.3mm)、薄型(0.2mm以下)三種。薄齒穿刺能力強、分梳效果好,纖維損傷少、刺輥落棉率低、落棉含雜率高,但薄齒強度低,易軋傷、倒齒。
鋸齒總高H和齒高h小,強度高,纖維向錫林轉移好,但h又應與棉層厚度相適應,一般在2.7~4.0mm之間。鋸齒總高H則應根據基部高度d(1.5~1.6mm)和齒高h而定,一般在5.60~5.85mm之間。
隨著梳棉機產量的不斷提高,刺輥鋸齒有向薄齒、高密的發展趨勢,以便在不過多提高刺輥轉速的情況下提高穿刺能力,保證分梳質量。
(3)刺輥與給棉羅拉(或給棉板)隔距 刺輥與給棉板或給棉羅拉間的隔距偏大時,棉須底層不受鋸齒直接分梳的纖維增多,棉須各層纖維的平均分梳長度比較短,因而分梳效果差。在機械狀態良好的條件下,此隔距以偏小掌握為宜,一般采用0.18~0.30mm。在喂入棉層偏厚、加工纖維的強力偏低等情況下為了減少短絨,可適當放寬此隔距。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


