刺輥與錫林間纖維的轉移
刺輥表面的纖維經過預分梳后,在刺輥與錫林的隔距點處完成向錫林針面的轉移,為了使纖維能順利轉移給錫林,刺輥與錫林針面間剝取配置,剝取作用的完全與否與下列因素有關:
1.錫林與刺輥的速比 設小漏底鼻尖和后罩板底邊為轉移區,其長度為S,如圖3-2-14所示。設纖維長度為L,錫林表面速度為V2,刺輥表面速度為V1,則刺輥上某一鋸齒經過轉移區的時間為t=S/V1 ,設纖維在轉移區開始時即被錫林針齒抓住另一端,在接近后罩板底部時以伸直狀態轉移至錫林,則在t這一段時間內,錫林某針齒抓取的纖維除通過S長度外,還應走過一段等于纖維長度的距離,即在同一時間內,錫林走過了S+L長的距離,即:
![]()
![]()
由上式可知,錫林與刺輥的速比與轉移區的長度及纖維長度有關。依靠刺輥離心力和進入轉移區氣流的作用,纖維在速比較小時也能被錫林剝下,但由于纖維在轉移過程中伸直的作用差,從而影響錫林針面纖維層的結構。關車時因離心力較小而造成刺輥返花較多。因此,錫林與刺輥的速比應根據不同的原料和工藝要求來確定,一般紡棉時為1.4~1.7,紡棉型化纖或中長時為1.8~2.4。
2.刺輥與錫林的隔距
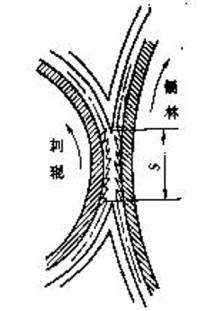
圖3-2-14 纖維由刺輥向錫林轉移
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


