片梭引緯過程之片梭
片梭織機是采用片狀夾紗器將固定筒子上的緯紗引入梭口的引緯方法,這個片狀夾紗器稱為片梭。按照一臺織機使用的片梭數量,片梭織機分單片梭織機和多片梭織機兩種類型。單片梭引緯技術目前還不夠理想,使用極少。瑞士蘇爾壽公司生產的片梭織機為多片梭引緯,技術最為成熟,下面僅對這種引緯技術進行介紹。
蘇爾壽公司的片梭織機在織造過程中,多把片梭輪流引緯,僅在織機的一側設有投梭機構和供緯裝置,故屬于單向引緯。進行引緯的片梭在投梭側夾持緯紗后,依靠扭軸投梭機構的作用,使片梭高速通過由導梭片所組成的通道,將緯紗引入梭口。片梭在對側被制梭裝置制停后,釋放所夾持的緯紗頭,然后被推到片梭輸送鏈上,由輸送鏈將片梭在布面下返回到投梭側,以便進行下一輪引緯。
一、片梭引緯過程
(一)片梭
片梭是片梭織機的載緯器,其作用與傳統的梭子相同,但載緯方式截然不同。片梭是依靠其內部的梭夾鉗口夾住緯紗頭而將緯紗引入梭口的,緯紗卷裝(筒子)固定在織機的一側,因而與梭子相比,片梭的體積和質量可明顯地縮小。
片梭的形狀如圖8—1所示,它由梭殼1及裝在梭殼內的梭夾2組成,兩者用鉚釘3連結,梭殼前端(圖中右側)呈流線型,有利于片梭的飛行。梭夾是用耐疲勞的優質彈簧鋼制成,梭夾兩臂的端部(圖中左側)組成一個鉗口5,鉗口之間有一定的夾持力,以確保夾持住緯紗。
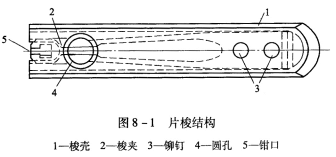
當梭夾的鉗口閉合時,梭夾夾住緯紗頭;當鉗口張開時,緯紗頭被釋放或準備夾持新的緯紗頭。片梭織機每引入一根緯紗,梭夾必須開閉兩次:第一次開閉是在織機的投梭側,鉗口在引緯前夾住緯紗頭。第二次開閉是在制梭側,引緯完畢后的片梭釋放緯紗頭。為了開閉梭夾,在片梭的一端有一圓孔4,當在中間插入梭夾打開鉤時,鉗口張開4-4.4mm,當梭夾打開鉤退出圓孔時,鉗口閉合。
蘇爾壽片梭織機的片梭有4種類型,尺寸分別如表8—1
表8-1片梭尺寸
項目 |
D1 |
D12 |
D2 |
K3 |
長度(mm) |
89 |
89 |
89 |
96 |
寬度(mm) |
14.3 |
14.3 |
15.8 |
18 |
厚度(mm) |
6.35 |
6.35 |
8.5 |
8 |
梭夾鉗口有光面、鋸齒、十字滾花和摩擦墊等4種結構,如圖8—2所示。梭夾的夾持力也有多種,不同夾持力與片梭類型的組合如表8—2,以適應各種緯紗品種和機器幅寬。
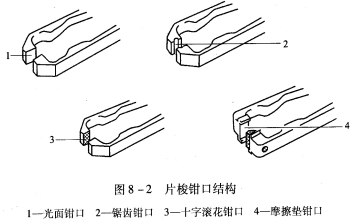
表8—2梭夾夾持力與片梭類型的組合
片梭類型 |
D1 |
D12 |
D2 |
||
夾持力(N) |
鉗口尺寸(mm) 鉗口結構 |
2.2×3 |
2.2×4 |
3.8×5 |
4×5 |
5.9(0.619) |
光面 |
√ |
|
|
|
9.8(1k9) |
光面 |
√ |
|
|
|
18.6(1.9kgf) |
摩擦墊 |
|
|
√ |
√ |
21.6(2.2kgf) |
光面 |
√ |
&# 8730; |
√ |
√ |
摩擦墊 |
|
√ |
√ |
√ |
|
鋸齒 |
√ |
√ |
√ |
|
|
十字滾花 |
|
√ |
√ |
√ |
|
24.5(2.5kgf) |
光面 |
|
|
√ |
|
摩擦墊 |
|
|
√ |
√ |
|
鋸齒 |
√ |
√ |
√ |
|
|
十字滾花 |
√ |
√ |
√ |
√ |
|
片梭是片梭織機的一個關鍵部件,而梭夾又是片梭的心臟,在織造過程中,梭夾的反復開啟,易導致疲勞損壞,可從兩個方面著手來提高其疲勞壽命。一是合理設計梭夾的幾何形狀,即在保證工藝要求的夾持力條件下,通過設計合理的幾何形狀,使梭夾開、閉時的應力幅值減小,同時要注意避免應力集中。二是合理選擇材料與熱處理工藝,梭夾的材質應有較高的疲勞極限和良好的韌性,盡量提高表面光潔度,并采取表面強化措施(如輥壓、滲碳、滲氮等)。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


