噴水織機的織物質量控制
織物生產過程中發生織疵會影響織物的外觀品質甚至降等,因此了解織疵產生的原因并采取相應對策,是減少織疵、提升產品質量的關鍵。織疵通常分為經向織疵和緯向織疵。
一、經向疵點
(一)經柳
經柳是在織物上經向呈現有規律的直條。
產生原因:整經中混入異常絲;整經機筒子架張力器壓絲片、張力環不良;并軸機上各分軸張力不一致;綜絲彎曲和擺動;噴射壓力太大、噴射角度未調好。
消除方法:加強操作員責任心,上筒、換管時仔細核對批號;下筒后清潔張力器,開機前檢查絲道;并軸機各分軸必須張力一致才開機;更換新綜絲及調整經絲張力;調準噴射角度,適當調小噴水壓力。
(二)寬急經
1.寬經織物上顯示單根經絲或成條經絲寬弛發浮。
2.急經綢面出現單根或成條經絲收緊,形成極光亮絲。
產生原因:整經工序張力器或壓絲片不良;擋車工在經面對接時拉得太緊;漿絲機烘箱或烘筒溫度不足,使經絲含潮不勻;織機上接的斷頭或掛頭過寬、過緊。
消除方法:做好張力器清潔檢查工作;擋車工在經面處理時按操作法要求進行;漿絲按工藝要求,溫度達到后再開車;斷經補入張力要適當,借頭時方法要正確。
(三)霉斑
霉斑是在織物上有程度不等的片狀或點狀霉跡。
產生原因:織布吸水筒未封好或風機損壞;吸水筒內漿料堵塞;烘干時溫度不足,布未烘干;入庫后放置太久。
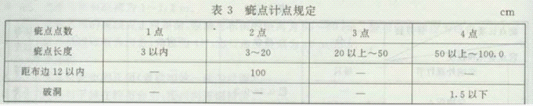
消除方法:上機后將吸水筒的吸水縫用膠布貼至布邊內側l。2cm處;了機時清洗吸水筒;烘干機溫度要符合品種的要求,否則不得開車;倉庫管理要做到先入庫的織物先發貨。
(四)筘路
筘路是織物上呈現出一條或幾條不缺經絲的稀、密路。
產生原因:筘座不清潔,夾有雜物及漿塊;鋼筘筘齒不直或軟齒;筘齒內有漿塊;綜絲上落漿太多;上機時分綜不勻。
消除方法:上機前對筘座檢查;做好鋼筘清洗及保養;了機時清洗織機,沖
(五)油經
油經是織物經向呈現條狀或塊狀油污。
產生原因:經絲上沾有油污;糙面橡皮卷取輥上有油污;綜框摩擦造成經絲污染。
消除方法:加強各工序對經絲油污的防護;清洗糙面橡皮卷取輥;做好綜框導軌、摩擦片的保養更換工作。
二、緯向疵點
(一)松緊檔
松緊檔是織物上呈現緯密松或緊的橫條。
產生原因:斷緯或拆布后開車織口未對準;長時間停車后沒有注意織口或經絲張力的變動。
消除方法:要求擋車工按操作法開關車;加強現場操作訓練工作。
(二)斷緯
斷緯是織物上缺少一段或一根緯絲。如缺少一段稱斷緯,如連續少兩根以上稱斷緯檔。
產生原因:剪刀、夾紗器、水泵出現誤動作。
消除方法:加強織機保養及擋車工多巡回檢查。
(三)開河檔(空織)
開河檔是織物上呈現整幅缺緯三根以上的稀弄,只有經絲沒有緯絲。
產生原因:織機探緯失靈;擋車工未對好織口即開車。
消除方法:加強織機探緯的檢查及對擋車工的責任心教育。
(四)皺印(折痕)
皺印是織物上呈現有規律或無規律的條痕。
產生原因:落布工在落布后沒有把布卷平;卷取摩擦片張力過小;糙面橡膠帶有破損。
消除方法:加強對落布工的教育;對卷取張力定期檢查、調整;糙面橡膠帶應定期檢查、更換。
(五)撬檔
撬檔是織物上呈現局部或整匹有規律或無規律的連續松緊相間的橫檔。
產生原因:筘座軸承損壞;經軸軸心、經軸座磨損;無級變速器故障;卷取齒輪磨損。
消除方法:加強對上述部件的保養、檢查和檢修工作。
(六)跳花
跳花是織物上呈現有規律的錯組織,與花樣不符。
產生原因:紋釘磨損或松脫;紋板滾筒位置不對;拉鉤磨損;拉鉤回復彈簧拉斷。
消除方法:更換紋釘;用定規校正滾筒位置;更換拉鉤;更換拉鉤回復彈簧。
<
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


