主噴嘴+管道片式引緯系統
采用射流牽引緯紗穿過梭口的無梭織機稱為噴射織機,噴射織機又分為噴氣織機和噴水織機,噴氣織機是依靠高速氣流與緯紗間產生的摩擦力牽引緯紗穿過梭口。噴氣織機的歷史起源于1914年美國人勃洛克取得的專利,此后引起很多國家的紡織機械制造者的重視。1949年捷克斯洛伐克首先制成了噴氣織機,由于該機對氣流的擴散沒有限制措施,所織制的織物幅寬有限,只有45cm,這是P型噴氣織機的初始型式。1956年捷克斯洛伐克采用了組合式管道片限制氣流的擴散,使噴氣引緯技術有了突破性進展,制成了具有實用價值的P105型噴氣織機。1963年荷蘭研制了輔助噴嘴引緯技術,使織物幅寬和織機轉速有了大幅度提高。20世紀70年代,另一種限制氣流擴散的方法——異形筘問世,使噴氣織機所織織物的品種范圍和質量有了新進展,到1976年開始工業化生產。隨著氣流引緯技術的日益完善和計算機技術、網絡技術的廣泛應用,大大拓展了噴氣織機應用范圍,提高了自動化、智能化程度。目前上機筘幅可達4m,最高入緯率接近3000m/min,織機的最高轉速已超過1700r/min。
一、噴氣織機引緯系統的類型
在噴氣織機的發展過程中,按照噴嘴的數量,形成了單噴嘴引緯與主噴嘴、輔助噴嘴接力引緯兩大類型,氣流擴散的控制形式有管道片和異形筘兩種方式,不同噴嘴數量和不同控制氣流擴散方式的組合,形成了噴氣織機的三種引緯系統。
(一)主噴嘴+管道片式引緯系統
早期的噴氣織機采用主噴嘴+管道片式引緯系統,其結構如圖6—1所示。
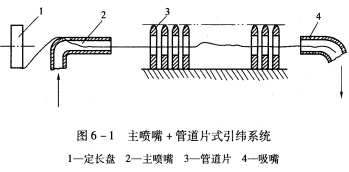
緯紗從儲緯器的定長盤1上脫下,由圓管狀主噴嘴2的射流牽引,穿過主噴嘴進入梭口飛行。由于射流具有流速衰減特性,導致引緯氣流速度(ν)迅速下降到等于,甚至小于緯紗的飛行速度(u),使氣流失去對緯紗的牽引能力(ν=u),甚至對
常見管道片的形式如圖6—2所示,引緯通道是由數百個管道片構成的,管道片之間要留有間隙,以容納經紗。引緯時,管道片要插到上、下層經紗之間。引緯后,隨著鋼筘的向前擺動,管道片逐漸退出下層經紗,引入管道的緯紗從管道片上方的脫紗槽脫出,被鋼筘推向織口,如圖6—3所示。
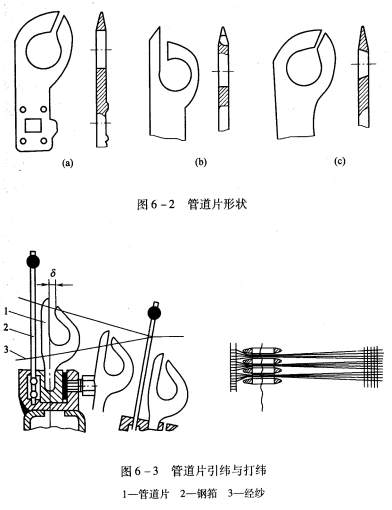
在主噴嘴+管道片的引緯系統中,管道片的運用有效地減少了氣流的擴散,提高了出梭口側的氣流速度,為順利引緯提供了有利條件。管道引緯顯著地提高了布面的質量,并使引緯筘幅伸展到1m左右,供氣壓力降至0.1MPa以下,動力消耗減少。但引緯氣流從管道片的間隙中向外擴散,速度的降低還相當大,當幅寬達到1m以上時,由于氣流的速度降低,在出梭口側會產生嚴重的緯縮織疵,故只能用于窄幅織物的生產,目前該種類型的噴氣織機已經被淘汰。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


