異形筘與管道片及供氣系統
1.異形筘與管道片
異形筘(reedwithwefttunnel)與管道片(confuser)能形成限制射流擴散的引緯通道,但兩者形狀與性能差異很大,導致了適應性不同。
異形筘結構與引緯過程如圖2-17所示。每一筘片前部有突起的凹口,由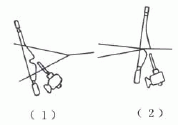 許多異形筘片按一定的間隙扎制成形后,前面形成一條通道,稱為筘槽。如圖2-17(1)所示,引緯時,筘槽在梭口中央作為引導緯絲與氣流的通道。與普通筘一樣,異形筘具有決定經絲排列位置和把緯絲打進織口的功能,如圖2-17(2)所示,打緯時,打緯點在筘槽底部。
許多異形筘片按一定的間隙扎制成形后,前面形成一條通道,稱為筘槽。如圖2-17(1)所示,引緯時,筘槽在梭口中央作為引導緯絲與氣流的通道。與普通筘一樣,異形筘具有決定經絲排列位置和把緯絲打進織口的功能,如圖2-17(2)所示,打緯時,打緯點在筘槽底部。
圖2-17異形筘結構與引緯過程
管道片結構與引緯過程如圖2-18所示。管道片有多種形狀與結構,如圖2-18(1)所示為脫絲槽封閉式管道片,引緯時,彈簧1將管道片的脫絲槽關閉,以防止射流擴散;如圖2-18(2)所示為脫絲槽開放式管道片,管道片上方敞開著一條脫絲槽。
圖2-18管道片結構與引緯過程
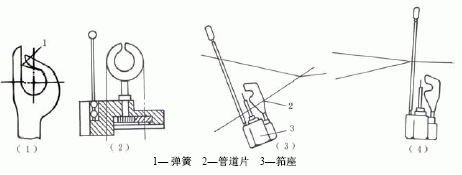
管道片噴氣引緯仍使用普通鋼筘(ordinaryreed)進行打緯,由許多管道片按一定的間隙扎制成的通道用于引導緯絲與氣流的通道。如圖2-18(3)所示,引緯時,管道片2隨筘座3運動進入梭口,引導緯絲與氣流。如圖2-18(4)所示,打緯時,管道片2隨筘座3運動退出梭口。
管道片噴氣引緯對射流有較好的約束,因此壓縮空氣消耗量少,同時,由于采用普通鋼筘,有利于品種翻改,適宜于小批量、多品種的織物加工。但是,經絲要經受鋼筘和管道片的雙重磨損,不利于加工長絲類細線密度高經密的高檔織物。而異形筘對經絲的磨損與普通鋼筘相同,織造長絲類細線密度高經密的高檔織物產品質量好,并且,能實現引緯高速化。因此,異形筘噴氣引緯得到了廣泛的應用。
2.供氣系統
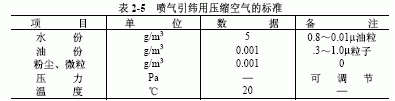
噴氣引緯使用的壓縮空氣必須是無水、無油,滿足噴氣引緯壓力和溫度要
制備上述高質量的壓縮空氣使用中心壓縮機站,中心壓縮機站工作流程示意圖如圖2-19所示。空氣壓縮機1將空氣加壓到噴氣引緯要求的壓力,壓入儲氣筒2,空氣在壓縮過程中被加熱,大量的水分凝結為冷
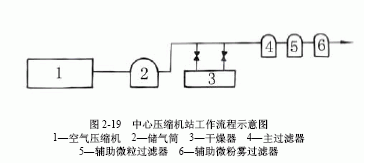
凝水,有儲氣筒2的排水管排出。儲氣筒2內的壓縮空氣經冷凍干燥器3冷卻,同時排出水分,然后經過濾器4除去氣狀水分、油和雜質,以滿足引緯要求的壓縮空氣供應給噴氣織機使用。使用無油型空氣壓縮機可以不使用輔助過濾器,或只使用輔助微粒過濾器。
儲氣筒2穩定供氣壓力,在規定的時間提供給主噴嘴、輔助噴嘴、吸緯噴嘴等需要壓縮空氣工作的裝置。噴氣引緯的供氣系統如圖2-20所示。
主噴嘴3、4的壓縮空氣由兩部分供應:儲氣筒(air storagetank)T1通過電磁閥M向主噴嘴間斷地供應壓力較高的壓縮空氣,用于引緯;儲氣筒T5的壓縮空氣經低壓調壓閥V1后,以較低的壓力持續地向主噴嘴供應,使主噴嘴始終保持著較弱的射流,控制主噴嘴內的緯絲頭端,并輔助操作工作緯絲引線頭的工作。儲氣筒T2、T3的壓縮空氣經電磁閥S1、S2、??S9供應給分組的輔助噴嘴5,每2~4只輔助噴嘴被分成一組,由一只電磁閥控制它們的噴射時間。位于出梭口處輔助噴嘴的供氣壓力大于進梭口處輔
1—電腦控制中心2—儲緯器3、4—主噴嘴5—輔助噴嘴6—異形筘7—吸緯
助噴嘴的供氣壓力,即儲氣筒T3的供氣壓力大于儲氣筒T2的供氣壓力,增加后期引緯的作用力,并節約壓縮空氣的消耗量。也有一些噴氣引緯的輔助噴嘴只使用一只儲氣筒。儲氣筒T4的壓縮空氣經電磁閥S10供應給吸緯噴嘴7,其供氣壓力大于主噴嘴和輔助噴嘴,由調壓閥V2控制。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


