噴氣引緯工藝
噴氣引緯工藝主要有:主輔噴嘴的噴射時間、引緯起始和終止時間與主輔噴嘴的供氣壓力,做到先供氣,后引緯,減小緯絲波動與漂移,并保證緯絲出梭口時間。
1.噴射時間
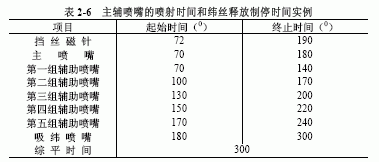
主輔噴嘴的噴射時間(電磁閥的開閉時間)和緯絲釋放制停時間(儲緯器上擋絲磁針的開閉時間)要嚴密配合。如圖2-20所示,電磁閥和儲緯器上擋絲磁針的開閉時間由電腦控制中心1輸入并自動監控。主輔噴嘴的噴射時間和緯絲釋放制停時間配合實例如圖2-21和表2-6所示。
主噴嘴電磁閥實際開啟時間與測長儲緯器上緯絲實際釋放時間相同,緯絲由主噴嘴射流牽引,從測長儲緯器上脫下開始飛行,第一組輔助噴嘴同時開啟,在緯絲到達之前穩定流場,即做到先供氣。各組輔助噴嘴的電磁閥相繼開啟,又先后關閉,以接力方式進行引緯,提前緯絲到達開啟,晚于緯絲到達下一組輔
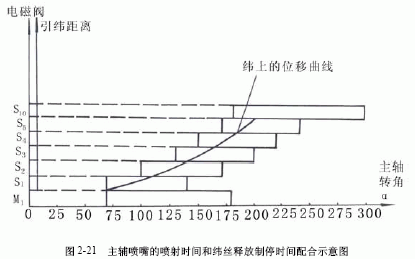
助噴嘴關閉,既滿足緯絲穩定牽引的作用,又控制壓縮空氣的消耗量。由于引緯后期,主射流已基本衰減,射流場中的緯絲質量又增大,為了保持射流對緯絲的牽引作用,縮短輔助噴嘴組與組開啟的間隔時間。吸緯噴嘴的開啟時間為主噴嘴關閉時間,其關閉時間約為綜平時間。
2.供氣壓力
供氣壓力在滿足噴氣引緯要求的基礎上,低些為好,力求降低壓縮空氣的消耗量。
供氣壓力根據織機規格與織物的種類確定。從空氣壓縮機到噴嘴各階段的壓縮空氣的壓力有如下關系:
![]()
式中:PL 織機的供氣壓力,kgf/cm2;
PN 噴嘴的供氣壓力,kgf/cm2;
PC 儲氣筒的供氣壓力,kgf/cm2。
例:主噴嘴要求的最大供氣壓力是3kgf/cm2,根據公式(2-13)、(2-14)得到:
織機的最低供氣壓力是4.5kgf/cm2;
儲氣筒的最低供氣壓力是5.5kgf/cm2。通過圖2-20中的調壓閥設定空氣壓縮機
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


