供氣壓力、輔助噴嘴與探緯器的相關工藝參數
(一)剪刀吹風
在有的噴氣織機上,當引緯結束后剪刀在主噴嘴噴口處切斷緯紗時,為防止緯紗的回彈,需要從主噴嘴噴射一股氣流,噴射時間(角度)一般在40°-350°,使用頻閃儀可以觀測緯紗被切斷后,緯紗在主噴嘴的后方是否出現松弛現象。增大壓力,可使緯紗的松弛現象減小,這個壓力一般約為0.1MPa。
(二)主噴嘴微風
在織機連續運轉的非引緯期間或停車時,主噴嘴要保持一個低壓氣流的供給,使主噴嘴內有微風流過。主噴嘴微風作用是:
(1)利用微風產生的吸力將緯紗穿過主噴嘴,以利于斷后緯紗的穿入。
(2)在織機正常運轉過程中,防止緯紗在主噴嘴內扭結。每次引緯結束以后,自剪刀在主噴嘴出口與布邊之間剪斷緯紗到下次引緯前的這段時間里,主噴嘴內的緯紗處于自由狀態,緯紗的捻度和內應力使緯紗具有自身扭結的趨勢,主噴嘴微風對緯紗施加較小的牽引力能讓緯紗處于伸直狀態。
(3)主噴嘴微風對緯紗產生的張力能防止儲緯器鼓輪上的緯紗松弛。
在滿足這些作用的條件下,主噴嘴微風的壓力應盡可能地小,一般不大于50kPa,以免緯紗在微風氣流的作用下因退捻而產生斷頭。當停車時間較長(超過2min)重新開車時,為防止主噴嘴內的緯紗已被吹斷而產生短緯,主噴嘴內應更換新的緯紗。
(三)輔助噴嘴間距的確定
輔助噴嘴的間距一般為40~80mm。減小輔助噴嘴的問距,有利于獲得較大的引緯氣流速度,使緯紗的飛行穩定。輔助噴嘴的間距~般在裝機調整時確定,在生產中很少變化,只有靠近出梭口側的幾個輔助噴嘴,在生產過程中隨上機筘幅的變化而調整間距,以滿足不同品種上機幅寬的要求。出梭口側幾個輔助噴嘴的安裝間距較小,這是因為緯紗飛行到這些輔助噴嘴時,緯紗的質量大,緯紗頭端飄動的可能性增大,采用小的間距并適當加大后幾組輔助噴嘴的供氣壓力,可保證緯紗
(四)探緯器的安裝位置與檢測時間
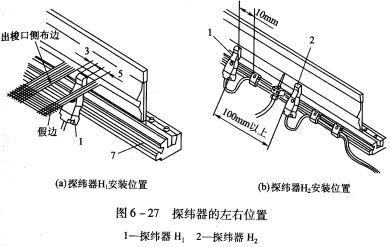
探緯器安裝在筘座上緯紗飛行區的末端,即出梭口側,用來檢測引緯是否成功,防止產生缺緯、彎緯、長緯、斷緯等織疵。在具有自動控制引緯和緯紗故障自動處理功能的織機上,探緯器不僅用來發動停車,還用作自動調整引緯參數和自動處理緯紗故障的信息傳感器。在織制質量要求較高的織物和容易出現斷緯的短纖紗時,常采用雙探緯器。
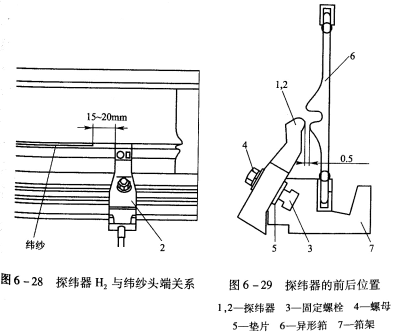
探緯器的安裝位置是否合理,將直接影響到它能否正常發揮作用,它包括左右和前后兩個位置,例如ZA型噴氣織機的雙探緯器,探緯器H1,左側與布邊經紗的間隔為3mm,右側與假邊紗的距離為5mm,如圖6—27(a)所示。探緯器H2與探緯器H1距離約為100mm,如圖6—27(b)所示,使用頻閃儀觀測引緯結束時的緯紗頭,使緯紗伸直到最大限度時,緯紗頭端部和探緯器H2之間有15~20mm的間隔,如圖6—28所示。
探緯器與異形筘的前后位置是:鋼筘和探緯器頭之間的間隔約為0.5mm,如圖6—29所示,可通過改變探緯器的安裝面和筘架之間墊片5的厚度來調節。
探緯器H1和探緯器H2探緯時間設定:探緯器H1為200°-290°,探緯器H2為200°~310°。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


