新型紡紗技術在毛紡中的應用
1.復合紡紗技術
隨著紡紗技術的發展,近些年來,市場上出現了越來越多的復合紗線,這些都是復合紡紗技術生產的,它們最大的優點就是能夠巧妙地將兩種以上的纖維的優越性能結合在一起。復合紡紗的歷史可追溯到上一世紀40年代的棉與粘膠纖維的混紡。當時只是將粘膠纖維作為棉的代用品,并不是以提高紗的性能為目的。將性質不同的纖維復合紡紗以克服各自的缺點開始于上世紀50年代后期,是用棉和滌綸混紡,集中了棉的膨松、吸濕、保暖和滌綸的強力高、耐磨、挺括、免燙等優點。復合紡紗的紡紗方法主要有混紡(blended spining)、包纏紡(wrap spining)、包芯紡(corespun)、賽絡紡(sirospun)、賽羅菲爾紡(sirofil)、索羅紡(solospun)等,它們都是利用兩種或兩種以上組份復合成一種紗線的過程,但這些方法又有本質的區別,主要體現在紡紗機的機構、復合的組份、喂入方式、工藝參數等方面的差異。就目前而然,復合紡紗根據構造差異可大體上分為三種:混紡紗、混捻紗、包纏紗、包芯紗,其中包芯紗有兩層、三層及多層之分(如圖-1所示)。
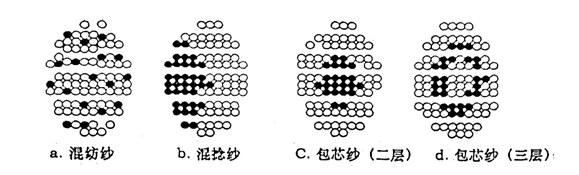
圖-1復合紗的斷面構造
1.1混紡紗
兩種或兩種以上纖維均勻混合,一般在并條工序將不同纖維的條子按一定的混紡比并合。目前此類復合紗有傳統的毛/滌、毛/滌/粘、毛/粘等及毛/天絲、羊毛/羊絨、毛/大豆纖維、毛/甲殼質纖維、毛/功能性纖維(阻燃、抗菌、保健等)最新流行的混紡紗。
復絲與短纖維也可混紡紗,即用高壓電將復絲開松后,喂入細紗機的前牽伸區與短纖維混合,再由錠子復合加捻。
1.2混捻紡
兩種性能不同的纖維象擰麻花一樣交纏在一起,類似股線結構。可在改造后的細紗機上紡出,也可利用空心錠子紡出。主要有賽絡紡(sirospun)、賽羅菲爾紡(sirofil)、索
1.2.1賽絡紡
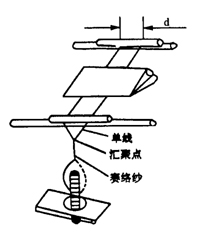
簡單的講,賽絡紡紗(Sirospun)是在細紗機上把細紗、并線、捻線3道工序合為一道的一種新型紡紗方法。它將2根粗紗以一定間距平行喂入牽伸區,經分別牽伸后在前羅拉前方直接加捻成同捻同向的合股線,因此又稱雙紗紡紗。具體的紡紗工藝流程,見圖2所示。其織物外觀光潔、毛羽少、手感滑爽柔軟、富有彈性、耐磨、透氣性好,目前已成為為高檔輕薄面料用紗,被譽為“涼爽羊毛”產品。它是一種短流程的股線生產工藝,是澳大利亞聯邦科學與工業研究院發明的專利。最先在毛精紡上應用。
圖-2 賽絡紡紗工藝示意圖
|
賽絡紡的紡紗原理是兩根平行的粗紗進入牽伸區后,經前羅拉輸出,形成一個三角區,并匯集到一點,合并加捻卷繞到紗管上,錠子和鋼絲圈的回轉給紗線加捻,捻度自下而上地傳遞直至前羅拉握持處。在匯集點上方的兩根單紗捻向和下方股線捻向相同,但捻度是上少下多,因而紗線中的纖維形態和捻幅程度不同于普通雙線,但其紗線結構仍遵循環錠紡紗的結構。首先,賽絡紡的兩根須條在前羅拉同
步輸出后進行合并,在其合并前有一段單紗加捻區域,須條在此段形成單紗結構,纖維基本上是呈錐形
螺旋線排列。由于單紗加捻區域短,施加捻度少,因而使單紗中的纖維螺旋角較小,纖維兩頭外伸機會少,單紗表面光滑。其次,兩根須條匯合加捻屬于同向加捻,合股后的捻幅在原有單紗捻度的基礎上迅速增加,使股線中的單紗及纖維螺旋線更加明顯,纖維傾斜角加大,使股線截面呈圓形結構,抱合力提高,股線強力明顯增大,賽絡紡紗線有較大的伸展性、較少的毛羽、較緊密的結構、較好的光澤、較高的耐磨性,并能紡制較細特的紗線。
1.2.2賽羅菲爾紡
賽羅菲爾紡是由賽絡紡發展而來,即在賽絡紡紗中,用一根
在賽羅菲爾紡中,粗紗與長絲的間距是最關鍵的工藝參數,在一定的范圍內,隨著間距的加大,成紗不勻減少、強力增大、毛羽減少,這里要找一個最佳的間距工藝值。賽羅菲爾紗斷裂強力大于短纖維的合股線,斷裂伸長率較單紗大,毛羽較少。用化纖長絲代替一根粗紗,即可降低成本,又可提高紗支。
1.2.3索羅紡
索羅紡紗技術是在賽絡紡和賽羅菲爾紡的基礎上發展起來的一種新型紡紗方法。該技術的是在細紗機前羅拉下方加裝一表面有許多溝槽的分割輥,見圖3所示。能對細紗前鉗囗輸出的須條進行分劈,產生若干根窄條,由于捻度的傳遞,這些窄條帶有少量的捻度,再被匯合加捻后,形成類似多股線(纜繩紗)的索羅紡紗。
索羅紡紗特殊加捻過程,保證纖維被牢牢地鎖入紗線的結構中,使紗線的毛羽較少、表面光潔,從而抗摩擦性能更好。根據國外研究介紹,在強力、伸長和均勻度方面,索羅紡紗線均優于傳統紡的單紗,與傳統的雙股紗無明顯差別;另外,索羅紡紗對原料的要求較低,與其它紡紗方法相比較,生產同支數的紗線,索羅紡可以使用較粗的纖維生產出高質量的紗線,從而降低了生產成本。但索羅紡紗技術也存在一定的問題,比如用此技術紡得紗線的細節較多,從而增加了紗線的斷頭,對紡紗織造工序極為不利,且不易提高紡紗支數。但也有的研究不是這樣的結論。值得進一步研究。
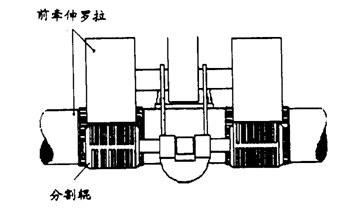
圖-3 索羅紡紗裝置示意圖
1.3包纏紡
包纏紡(wrap spining)又稱包覆紡,是以長絲或短纖維紗條為紗芯,外包另一種長絲或短纖維,外包紗按照螺旋形的方式對芯纖進行包覆,包纏紗多用于要求高彈的針織物,部分用于機織物,粗細特紗都可紡,其中以彈力紗居多,適用于織造運動緊身衣,如游
包纏紗分為單包覆與雙包覆兩種,區別在于包覆層數和外包層的每厘米圈數不同。單包覆是外包一層長絲或紗,圈數較少,織物露芯較明顯;雙包覆是在芯絲外層包覆兩層長絲或紗,這兩層包覆一般方向相反。實際生產中,以單包覆及外包長絲居多。
包纏紗一般都是在空心錠子紡紗機上紡出的,其品種很多,主要有:羊毛/氨綸、滌綸/羊毛、滌綸/錦綸、滌綸/氨綸、錦綸/氨綸、腈綸/氨綸、滌綸/棉等等。用包纏紗可以生產出風格不同、性能優越的織物,因此,包纏紗的出現與發展,為紡織品的開發又增加了一新的技術。
另外,在一般細紗機上紡出的包纏紗稱為包芯紗(corespun),一般以化纖長絲為芯,外包短纖維,也有內外均為短纖維,即芯紗為單紗的。包覆的纖維用粗紗按常規牽伸,芯絲(紗)在前羅拉處喂入,前羅拉輸出后,二者捻合在一起,且紗芯包在短纖維中心。在結構上包芯紗有兩層、三層及多層之分。某些新型紡紗方法(噴氣紡、渦流紡、摩擦紡)也可紡包芯紗。
2.氣流紡紗技術
在氣流紡紗技術中,可以細分為轉杯紡、噴氣紡和渦流紡三大類,下面分別敘述它們的各自特點。
2.1轉杯紡
新型紡紗技術中轉杯紡發展最快,技術比較成熟,紡紗質量好,主要是條干均勻,紗疵少。由于轉杯紡紗出條速度突破了環錠細紗機的轉速限制,產量有了大幅度的提高,而且縮短了工藝流程,節約了生產成本,因此具有很大的發展潛力。全世界目前約有800多萬頭轉杯紡。
從1960年起捷克首創問世第一臺轉杯紡紗機的轉杯轉速只有30000~40000r/min,到了1991年漢諾威展覽會上德國Autocoro288型轉杯紡的速度已高達15萬r/min,R20型轉杯紡紗機的轉杯速度在13萬r/min,紡紗支數已經由低支紗發展到中高支紗,可生產60支以下的各種紗支數,全機自動
目前我國擁有各類轉杯紡紗機約有60萬頭,在部分的設備自動化程度較低,轉速也不高,毛紡上使用轉杯紡紗的比例更低。幾年前,在蘇南不少毛紡企業用轉杯紡,利用精梳短毛與粘膠紡制毛粘混紡紗,取得了很好的經濟效益。我國山西經緯紡機廠在1996年成功的開發了適紡毛型纖維的F2601轉杯紡紗機, 該機的轉杯速度為22000r/min,卷取速度為120m/min,適紡支數為2.7~17公支。從一些企業使用情況來看,效果還好。
從轉杯紡紗機的發展來看,積極開發適合毛紡的高檔轉杯紡紗機應作為今后的重點工作。
2.2噴氣紡
由美國杜邦公司在1936年開創研制了單噴嘴紡紗機,在后幾十年中得不斷的發展,德國目前生產的Peyfil噴氣紡紗機供應市場,日本村田公司續MJS801及MJS802之后發展出第三代噴氣紡紗機RJS804在1995年米蘭國際紡織機械展覽會上問世,紡紗質量特別突出,紗體外觀質量好,只有0.5mm以下的毛羽,最高的紡紗速度達300m/min,比轉杯紡又有了很大的提高。我國除了早期引進少量的第一代噴氣紡紗機外,2001年又引進了100臺第三代噴氣紡紗機RJS804,建立了10條噴氣紡紗生產線。RJS804噴氣紡紗機是在MJS噴氣紡紗機的基礎上經過改進起來的,原RJS804噴氣紡紗機是由兩個高速回轉氣流的噴嘴組成,須條在牽伸區拉細后,從前羅拉引出并進入第一噴嘴的須條達到紡紗設計的細度,在第一、二噴嘴間進行加捻,噴嘴中的氣流以大約30萬r/min的速度進行回轉,須條在第一噴嘴氣流的作用下完成凝聚與伸直,然后被第二噴嘴分離出一部分表層纖維,以一定的捻角和壓力包纏在另一部分紗芯纖維束的
RJS804噴氣紡紗機的紡紗部分是由噴嘴及球形羅拉兩部分組成,纖維束經過牽伸后,連續不斷地離開前羅拉進入噴嘴,依靠噴嘴中高速回轉的氣流作用,一小部分包纏纖維束從主纖維束中分離出來并纏繞在紗芯束上,接著當纖維束通過球形羅拉握持點時,芯纖維束形成與包纏方向相反的假捻,紗芯包纏纖維束通過球形羅拉時,紗芯纖維束上的扭矩減少,包纏纖維較緊地包覆在纖維上,噴氣紡紗機的主要動作完成。圖4示意出噴氣紡紗工藝裝置結構。在2002北京國際紡機展上,日本村田公司又展出了性能更為完善的噴氣紡紗機,如R2、881HR型,具有優越的操作性能,配有智能分析裝置(IA/3),該裝置不但能及時檢測紡紗中的在線質量,而且通過打印服務器進行生產管理,分析效率損失原因,協助進行維修保養。
從目前我們所了解的在毛紡上還沒有應用噴氣紡紗技術,從所看到的技術在棉紡上的運用效果來看,應該加強這方面的研究開發。
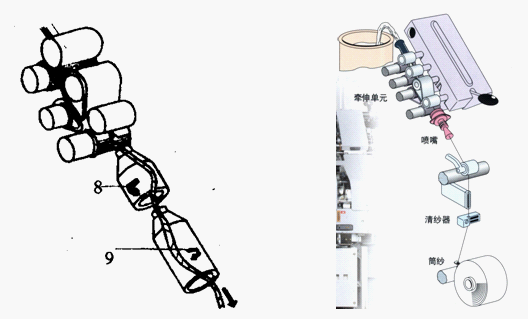
圖-4 噴氣紡紗工藝裝置示意圖 圖-5 渦流紡紗工藝裝置示意圖
2.3渦流紡
日本村田公司研制開發的851MVS型渦流紡紗機是一種真捻無結頭的渦流紡紗技術。在1999年法國巴黎展覽會上正式展出。
渦流紡紗機主要由喂入部分、牽伸部分、渦流加捻成紗部分、卷繞部分四部分組成。具體的渦流紡紗工藝裝置,見圖5所示。其中渦流加捻紡紗過程如下:
①直接將熟條喂入到渦流紡紗機的牽伸機構,牽伸后的束纖維從前羅拉鉗囗輸出立即進入與前羅拉鉗囗很近的螺旋形空氣噴管,被噴管中穩定的渦流控制在一起,纖維束在噴管中向前運動到達噴管尾端并伸出到噴管咀的突出部分。
②在螺旋形空氣噴管中高速回轉的渦流使纖維束加捻,紗的加捻動
③紗體加捻并經過噴咀后,纖維末端因渦流作用而擴張,經過空心錠子搓捻作用后旋轉到纖維紗芯上,加捻作用全部完成。最后經電子清紗器除紗疵卷繞面筒子。
渦流紡紗的紗線結構與環錠紗接近,所加的捻為真捻,且實際捻度與設計捻度相接近。紡紗強力比噴氣紗、轉杯紗高,毛羽少、紗疵少、飛花少。目前可加工生產各支純棉紗、混紡紗。紗體密實光滑如絲,而且手感柔軟。很高的紡紗速度,最高可達400m/min,是傳統的環錠紡紗機高20倍,比轉杯紡高2~3倍。正是這個原因,渦流紡紗將能夠得到迅速發展。
目前,我國還未聽到渦流紡紗在毛紡上應用的實例,但從渦流紡紗技術的先進性來講,渦流紡紗技術肯定會得到應用和推廣的。
3.緊密紡紗技術
1999年瑞士立達公司和德國緒森公司分別研制開發了緊密紡紗技術,立達公司稱之為卡摩紡,緒森公司稱之為綺麗紡。二者在形式上雖然有所不同,但其共同特點是可以大幅度減少成紗毛羽,使紗線質量指標明顯提高。緊密紡紗技術是傳統環錠紡紗技術具有劃時代進步的標志之一。
在緊密紡紗過程中,由于在牽伸機構中的預拉伸和真空區域作用下,使纖維在機械和氣動作用下被“凝聚起來”,經過這種紡紗系統紡紗后,紗線變得緊密,纖維明顯平行排列,截面接近圓形,良好的纖維聚集和均勻的纖維排列,使纖維得到充分的利用,如圖6所示。從圖中可以明顯看出,緊密紗的毛羽數量小于傳統環錠紗,這是因為在傳統環錠紡紗過程中,由于加捻三角區的存在,在加捻三角區的纖維存在內外層,使一部分在纖維聚集過程中,部分的脫離紗條主體,這就導致了紗線毛羽的產生。而緊密紡紗過
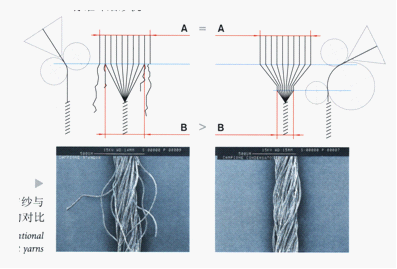
圖-6 2種紡紗加捻對比及紗線纖維表面毛羽對比圖
程中,纖維束在加捻前先凝聚在一起,因而不存在加捻三
下面分別以瑞士立達公司和德國緒森公司的緊密紡細紗機為例,對其緊密紡結構特征做一介紹。
3.1瑞士立達公司緊密紡細紗機——卡摩紡紗機
卡摩紡紗機簡稱為卡摩紡,所紡的紗稱為卡摩4紗(com4)。卡摩紡的關鍵在于,對傳統環錠細紗機牽伸裝置進行了改革,在原主牽伸區前面附加了一個氣動集束區,如圖7所示。前羅拉直徑比一般的直徑大,其上邊有兩個膠輥,第一個膠輥與前羅拉組成輸出鉗囗,并且是紗條加的握持鉗囗,第二個膠輥與前羅拉組成主牽伸區的前牽伸鉗囗。前羅拉為吸風羅拉,類似于一個小塵籠,是鋼持空心網眼輥筒,內有異形截面吸管(負壓),吸管上部每個紡紗位置上開一個由后向前逐漸變窄的V形狹槽,V形狹槽長度與須條和前羅拉接觸長度相適應,并與輸出方向有一定偏斜角度。當經過主牽伸區牽伸的須條離開前牽伸鉗囗時,受真實作用被吸附在網眼前羅拉的V形狹槽部位,并向前輸送到輸出鉗囗。V形狹槽區域內纖維受負壓作用,相互凝聚,須條寬度逐漸變窄,因此,使加捻三角區變得非常小。
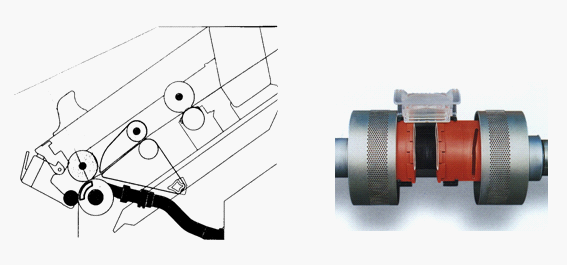
圖7 立達卡摩牽伸裝置示意圖
3.2德國緒森公司緊密紡細紗機——綺麗紡紗機
該機的關鍵也是在傳統的牽伸裝置前面增加了一個氣動集束區,但結構上與立達公司的卡摩紡有一些不同。它是在傳統環錠細紗機的前羅拉出囗處加裝一組合件,有輸出上羅拉LW、網格多孔膠圈GM和異形截面吸管(負壓)SR所組成,如圖8所
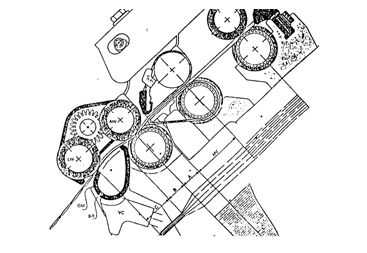
圖8 緒森緊密紡牽伸裝置示意圖
產生縱向張力,將彎曲纖維拉直,確保了纖維緊密在一起,這樣,須條在出輸出羅拉鉗囗時,將最大限度的消除了加捻三角區。
緊密紡紗技術已在毛紡上有了運用試紡,2002北京國際紡機展上,COGNETEX公司展出的COM4wool細紗機樣機,全機624錠。緊密紡技術采用的是卡摩紡。牽伸機構為三羅拉雙皮圈單區滑溜式牽伸,采用大搖架彈簧加壓,每臺機上自配負壓吸風裝置。現場試紡的品種為全毛45Nm單紗;錠速:11000r/min;細紗機牽伸倍數:19。從現場看到的情況來講,機器運轉的非常好,斷頭率很低,毛紗的條干好,毛羽少。據該公司銷售經理介紹,我國一家大型毛紡企業已訂購包括樣機在內的卡摩紡細紗機十多臺。據以說明,企業非常看好該機器的紡紗性能。
緊密紡紗技術在改善紗線質量方面具有突出優點,目前存在的突出問題是該設備技術改造費用較為昂貴,尤其是購買國外設備更是如此。同時也存在生產的動力消耗增加,機構更為復雜,增加維修難度等問題,這些都需要企業綜合統盤考慮。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置: