渦流紡紗與噴氣紡紗的成紗機理及開發
自1985年江蘇丹陽首次引進噴氣紡紗機以來,到2002年止,我國已有160多臺日本Murata(村田)公司的噴氣紡紗機(MJS),型號有MJS801、MJS802、MJS881、MJS802H、MJS802HR等。7~8臺噴氣紡紗機的生產能力相當1萬紗錠的環錠紡紗機。
噴氣紡紗技術在中國經過了一個馬鞍形的發展過程:上世紀90年代以前被看好,認為是有前途的新型紡紗技術,丹陽、重慶、西安等地引進了近30臺;但是由于MJS生產的產品有一定局限性,90年代它在中國遭遇冷落,好與不好兩種觀點爭論激烈;90年代末和本世紀初,噴氣紡紗在中國似乎開始升溫。然而近期引進MJS802HR噴氣紡紗機的廠家大多面臨著困惑,設備投資昂貴,但產品檔次及附加值未能提高,這是噴氣紡紗在中國面臨的一個現實問題。
由于噴氣紡紗為假捻退捻包纏紗,所以它只在紡滌/棉混紡和純化纖時,其產品才能走向競爭市場。在純棉紡紗時,成紗強力過于低、紡紗困難,其紗線達不到較好的實用價值。自20世紀70年代末80年代初噴氣紡紗(MJS)在市場銷售以來,在中國一度(較長時間)對其發展前景持懷疑態度。Murata公司也深知這一難以解決的問題,因此在1997年又推出了噴氣渦流紡紗(MVS),改變了原噴氣紡紗非自由端假捻退捻包纏的成紗原理,成為自由端渦流加捻。從紡紗原理來看,MVS被認為是很有發展前景的又一種新型紡紗。
1噴氣紡紗
1.1噴氣紡紗工藝
棉條喂入→雙皮圈羅拉牽伸→雙噴嘴加捻器→筒紗。
1.2成紗機理
兩種理論學說可全面闡述噴氣紡紗的成紗機理。
1.2.1假捻→退捻→包纏成紗(圖1)
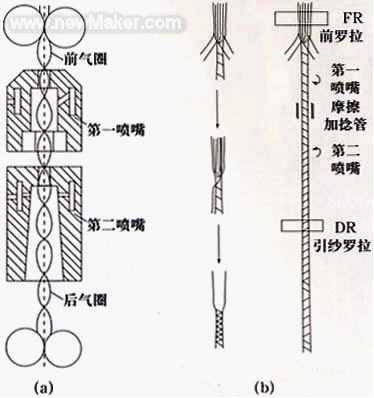
圖1噴氣紡紗成紗機理
圖1噴氣紡紗成紗機理
1.2.1.1成紗條件
<2)兩噴嘴氣流旋轉方向相反,且第二噴嘴氣流強度大于第一噴嘴。
1.2.1.2紗線形成
1)第二噴嘴至前羅拉鉗口的整段紗條呈“S”捻,第一噴嘴至前羅拉鉗口段的紗條受第一噴嘴反向旋轉的氣流作用呈弱“S”捻。
2)第二噴嘴至前羅拉鉗口的整段紗條的紗芯為“S”捻,紗的表面附著“邊纖維”在第一噴嘴捻轉氣流作用下呈“Z”方向傾斜或形成“Z”捻。
1.2.1.3成紗結果
1)當紗條從第二噴嘴輸出時,紗芯的“S”捻解捻(往Z方向退捻);與此同時,紗表面附著的“邊纖維”隨紗芯“S”捻退解的同時而以“Z”捻方向緊密纏扎在紗芯須條上。
2)形成紗芯的纖維基本平行,并被表面“邊纖維”包纏、結扎成為噴氣包纏紗。
1.2.2捻差→退捻→真捻成紗(圖2)

圖2噴氣紡紗成紗機理
圖2噴氣紡紗成紗機理
1.2.2.1成紗條件
1)前羅拉輸出的須條有一定寬度。頭端自由的“邊纖維”(L)在輸出一定長度以后頭端與紗芯小氣圈搭接(接觸點C)。
2)此邊纖維在搭接點C(即加捻點)被捻入紗體上,被加捻的時間滯后了一個時差。此時邊纖維L另一端仍被羅拉鉗口夾持。
1.2.2.2紗線形成
1)當邊纖維L一端被加捻入紗體,另一端仍被羅拉握持,此時邊纖維加捻點C將向前羅拉鉗口回退移動:回退位移函數x=x(t),回退速度函數v=dx/dt。
2)加捻點C
1.2.2.3成紗結果
1)紗條從第二噴嘴輸出后,紗芯“S”捻解捻,邊纖維獲得的捻度也隨之解捻。當邊纖維的捻度Te退捻完畢,紗芯的捻度Tc多,仍繼續退解,邊纖維就隨之反向(Z方向)加捻成“Z”捻。
2)形成紗芯纖維平行,紗體表面層有一定的“Z”方向真捻。
1.3紗線結構
綜合上述兩種理論,噴氣紗的結構應為:紗芯纖維無捻基本平行,紗體表面的纖維有少量或一定數量的“Z”向捻度,外表再有包纏纖維包扎成噴氣包纏紗。
1.4噴氣紗及其織物質量
1.4.1單紗質量對比
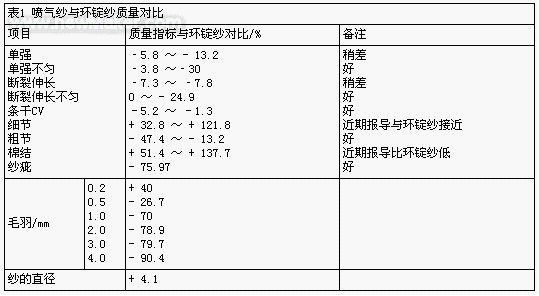
1)以國內某廠生產的15tex(40S)和13tex(45S)T/JC(65/35)噴氣紗為例,與同廠相應環錠紗的質量對比如表1所示。
2)近期國內某廠用MJS802HR紡滌棉紗與相應環錠筒紗對比,如表2所示。
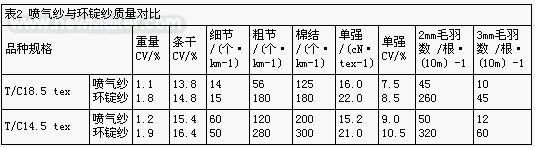
以上對比結果可以看出噴氣紡紗適合紡滌/棉混紡紗,滌/棉噴氣紗有以下特點:
1)噴氣紗強力比相應環錠紗低(一般低10%左右),但強力不勻率則大大優于環錠紗。斷裂伸長也是如此。噴氣紡在紡純棉紗時,強力比環錠紗低很多。
2)噴氣紗條干不勻率比相應環錠紗低,細節和棉結有時還不如環錠紗好,但粗節及紗疵優于環錠紗。
3)噴氣紗的毛羽比環錠紗少很多,3mm以上毛羽比環錠紗少80%~90%。但值得
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


