噴氣紡紗中牽伸工藝的獨特之處

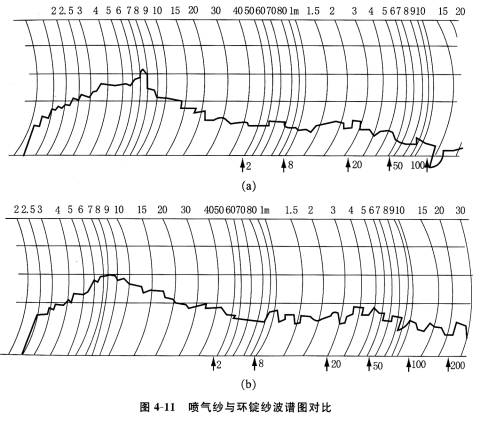
長期以來,國內外在環錠紡紗機上企圖實現超大牽伸(如1958年原上海第一棉紡織廠超大牽伸車間),但始終未能獲得成功,其主要問題是成紗的中長片斷不勻率惡化。然而,日本MJS噴氣紡紗機采用超大牽伸,其成紗均勻度遠優于環錠紡超大牽伸,未發現中長片段不勻率惡化現象,條干不勻率甚至優于普通環錠大牽伸(30~50倍)。從圖4—11[18]所示的紗線波譜圖可以看出:超大牽伸環錠紗的波譜圖(b)中在3-7m左右有較明顯的中長片段不勻,粗、細節多,強度低;而超大牽伸噴氣紗的波譜圖(a)中未見明顯的中長片段不勻。這就需要認真分折和認識噴氣紡紗高速超大牽伸的特殊工藝。
 如前所述,導條管在無捻松散棉條喂人之前,給予棉條一定的集聚以增加須條緊密度,可保證提高后區牽伸倍數且不惡化條干。集束器使得經后區高倍牽伸的擴散須條發生一定的集束行為,為前區作好有效牽伸的準備。
如前所述,導條管在無捻松散棉條喂人之前,給予棉條一定的集聚以增加須條緊密度,可保證提高后區牽伸倍數且不惡化條干。集束器使得經后區高倍牽伸的擴散須條發生一定的集束行為,為前區作好有效牽伸的準備。
環錠細紗機的前羅拉輸出速度為20~30m/min,若總牽伸倍數為50倍,后羅拉的表面線速度只有0.6m/min。后皮輥的傳動,先依靠下羅拉的摩擦帶動棉條,棉條再依靠摩擦帶動皮輥回轉。當喂人棉條比較粗厚時,在這樣慢的速度下,如前所述,根據摩擦傳動理論,將產生粘滑運動,即所謂的“爬行”現象,而使后皎輥運動速度不勻,斷斷續續,這意味著后區牽伸倍數在變化,很不穩定,因此影響成紗均勻度。
噴氣紡紗機的前羅拉輸出速度為150—300m/min,總牽伸倍數為150—200倍,后羅拉的表面線速度可達2m/min,未發現纖維間粘滑運動,即所謂的“爬行”現象。由此可見,噴氣紡紗的高速度是實現超大牽伸、后區牽伸倍數增加的有利條件。為此,MJS噴氣紡紗機有以下獨特的牽伸工藝。
1)羅拉加壓—&#
噴氣紡紗的高速度、超大牽伸、喂人條線密度加重,使紡紗速度和纖維間相對運動速度大大提高,加大了牽伸區內握持力與牽伸力的矛盾,導致膠輥膠圈運動易打滑且速度不勻。前膠輥打滑、速度不勻會導致紗條張力波動,影響前羅拉輸出紗條氣圈的轉速穩定性和三角區頭端自由纖維的數量,減少包纏纖維數量,成紗強度因此降低。對中羅拉而言,它既是前區的后羅拉,又是后區的前羅拉,并有皮圈銷的阻力,降低其打滑和速度不勻尤為重要。因此,噴氣紡紗機牽伸機構采取重加壓,前、中羅拉的加壓量也要重新分配。
環錠細紗機牽伸機構的羅拉加壓,從前到后的分配為“重、輕、重”配置。而噴氣紡紗機牽伸機構的羅拉加壓,不但要重加壓且從前到后采取“重、更重、重”配置,以平衡牽伸須條上握持力與牽伸力的矛盾,有效控制纖維運動,提高成紗質量。
2)后區牽伸——緊隔距、密集束
棉條喂人后區,牽伸力大增。為適應牽伸力變化,羅拉要有確實可靠的握持力,以控制簡單羅拉牽伸區內的纖維運動。采取縮小中、后羅拉中心距,加重羅拉加壓以及合理配用集束器,即所謂的“重加壓、緊隔距、密集束”工藝,確保后區牽伸倍數達到4—5倍(三羅拉)或更高(五羅拉)且不會惡化成紗條干和中長片段不勻。在簡單羅拉牽伸區內,由于牽伸倍數大,喂入與輸出須條的寬度和厚度相差懸殊,須條變薄變寬,纖維間聯系力變小,纖維運動不穩定,除重加壓、緊隔距外,還需采用合適的集束器進行密集聚,以防止擴散,使纖維具有一定緊密度,有利于對纖維的控制。
3)前區牽伸——零鉗口、強控制、皮圈曲線牽伸
(1)鉗口強控制
進入前區的須條經集束器的集合后仍然較松散,抱合力較差,而且纖維的相對運動速度提高,因此需加強皮圈部位的摩擦力界,控制纖
采用皮圈鉗口零隔距(無“隔距塊”),即零鉗口,上銷彈簧壓力直接作用在皮圈鉗口的須條上,加強對纖維的控制,提高成紗質量。
零鉗口的概念,實際上是取消了皮圈鉗口隔距塊,鉗口原始隔距等于上下皮圈的厚度,因此皮圈鉗口壓力增加,加強對纖維的的控制。但是,鉗口摩擦阻力增加,上下皮圈滑溜現象也增加。若鉗口壓力過大,纖維在抽出時可能斷裂,須條中短絨增加。應選擇最佳狀態,即鉗口壓力直接作用在皮圈上,既增加皮圈鉗口對纖維的強控制,又不失皮圈的彈性作用。
(2)皮圈曲線牽伸
加長皮圈下銷長度,抬高下銷,使前端高出前羅拉鉗口2.4mm,加上皮圈厚度1mm,共高3.4mm;隨之,中羅拉也抬高2mm;同時,上銷后移2—3mm。結果,下銷前緣盡量向前伸至前羅拉鉗口,皮圈鉗口的摩擦力界向前伸展,進一步縮小了浮游區長度,加之鉗口抬高和下銷中部上凸,形成曲線牽伸,使下銷前端構成合理的附加摩擦力界,有利于纖維穩定變速。
下銷抬高的另一個作用是避免前羅拉和前皮輥的附面層氣流在鉗口處相互沖擊,破壞牽伸須條中的纖維排列,使纖維層跟隨前皮輥的附面層氣流而順利進入鉗口。
綜合前區牽伸為:采用“雙短皮圈配以零鉗口隔距,下銷抬高和中部上凸、上銷后移,重加壓、緊隔距”完成了對纖維的有效控制。這是噴氣紡紗機超大牽伸的特殊工藝,工藝配置如表4—1所示。

 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


