噴氣紡紗渦流紡及紗線介紹
噴氣渦流紡(MVS)是日本村田公司在噴氣紡紗機(MJS)的基礎上成功研制的一種更新的紡紗機。針對MJS,由于采用非自由端假捻一退捻一包纏成紗的機理,在紡純棉紗時產生了難以解決的技術難點。MVS徹底改變了噴嘴結構,成為噴氣自由端紡紗,使這種新型機能夠適應純棉、化纖及其混紡的多種原料的紡紗。這是紡紗領域中的一個重大發明。MVS機的紡紗速度更高,其輸紗速度可達400~450m/min。
一、噴氣渦流紡的工藝流程
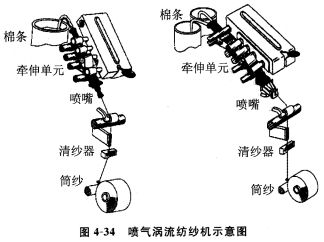
噴氣渦流紡的工藝過程,其前紡準備與噴氣紡基本一致。噴氣渦流紡也是將制成的條子直接喂入,如圖4—34所示。棉條同樣經過高速超大牽伸,從前羅拉輸出,須條進入渦流加捻器進行加捻。整個工藝流程中,除加捻器與噴氣紡紗機加捻器完全不同以外,其他基本都相同。
二、噴氣渦流紡的加捻成紗原理
1.加捻器的結構及參數
噴氣渦流紡紗機的加捻器如圖4—35所示。
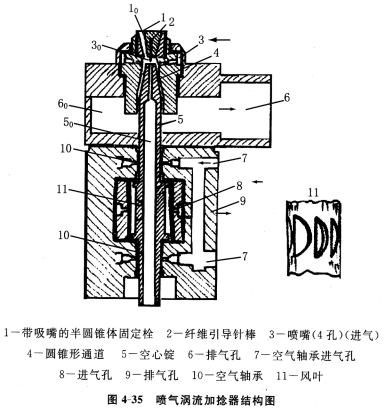
整個加捻器的組成為:
1)帶吸嘴的半圓錐體固定栓1與固定壁組成的纖維輸送通道1。
如圖4—35和4—36所示,其特點如下:①由錐體形成的纖維輸送通道入口大、出口小,使氣流輸送纖維加速運動;②半圓錐體的切開面,人口與出口(即兩端)的夾角可設計為20°-100°(一般加工成30°-40°),為最佳輸送纖維狀態,使纖維輸送時作螺旋運動。
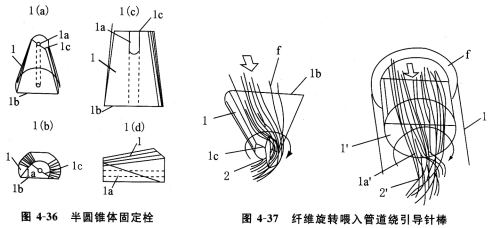
2)纖維引導針棒2
一端固定在錐體固定栓中心,另一端對準空心錠5的頂端入口,纖維在輸送管道中旋轉運動,繞在引導針棒上(見圖4—37),由于纖維與針棒的摩擦和阻礙,使捻度無法向前傳遞,在針棒處形成自由端。
3)帶有4個噴孔3的渦流旋轉室3。
噴孔與渦流室成相切配置,使噴射氣流在渦
4)空心錠5
空心錠5的頂端成錐形,與固定壁有一間隙,即為旋轉氣流的排氣通道。空心錠內孔是紗線通道5o,空心錠下部表面可加工成為風葉狀11,如圖4—38所示。由下面進氣孔8進入壓力氣體,推動風葉和空心錠回轉,其回轉方向與渦流室氣流旋轉方向一致,主要作用是配合對紗條的加捻。氣流旋轉后從下面出氣孔9排出。空心錠由上下兩個空氣軸承7和10支承運轉。
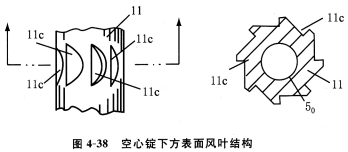
2.噴氣渦流加捻原理
如圖4—38所示,4個噴射孔的噴射氣流與圓錐形內圓壁(渦流室)相切,形成旋轉氣流(渦流),在圓錐形渦流室內旋轉,氣流旋轉過程中沿著空心錠頂端錐形表面與固定壁間隙的錐形通道下滑,從排氣口排出。前羅拉輸出的須條,從輸送管道螺旋旋轉喂入,繞著引導針棒,如圖4—37和4—39所示,纖維頭端在引導針棒的引導下與空心錠中的引紗尾搭接,纖維另一端則被旋轉氣流吹散,順氣流旋轉倒下,形成一個傘形的狀態,在空心錠頂端旋轉,給須條加捻,紗由空心錠頂端內孔引出。纖維從前羅拉不斷喂人添加在傘形紗尾上,并隨氣流不斷地吹散旋轉而連續加捻成紗。

空心錠又可靠下部切向氣流推動風葉轉動,其回轉方向與空心錠回轉方間一致,協助對紗條加捻。
3.影響加捻的主要因素
三個關鍵因素影響噴氣渦流紡能否順利紡紗:
1)螺旋形纖維輸送管道與引導針棒配合,必須阻止捻度上傳,使之形成自由端,否則旋轉渦流在旋轉時難以吹散纖維,以形成傘狀形旋轉紗尾。
2)渦流在吹散纖維須條的一端(尾端)時,必須徹底、全部,不能讓幾根纖維或數根纖維糾結在一起,否則會影響加捻效果、成紗結構和紗線質量(強度和條干)。
3)喂入的纖維須條被
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


