噴氣紡紗的工藝過程之前紡的準備

由于噴氣紡紗成紗原理的限制,MJS噴氣紡紗機只適宜滌/棉混紡和化纖純紡。該機具有超大倍數的牽伸能力,其前紡工藝與環錠紡中的滌/棉混紡工藝相近,即:
(1)滌/棉(T/JC)精梳混紡工藝
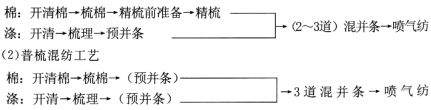
普梳混紡工藝中,混并條需經3道。有時,滌、棉各自梳棉條,先經預并以保證混合比例和混合效果,同時提高纖維伸直度和嚴格控制條干均勻度。生產實踐證明,喂入條的質量與噴氣紗的質量密切相關。
根據生產產品的特殊要求,還可采用雙根粗紗同時喂人噴氣紡紗機。此時,前紡工藝過程需經過粗紗工序。
噴氣紗為包纏結構,包扎捻度穩定,織造前無需蒸紗定捻處理。噴氣紗筒子可直接供噴氣織機及劍桿織機和針織機使用,大大縮短了織造工藝流程。
2.噴氣紡紗機(MJS)的紡紗工藝過程
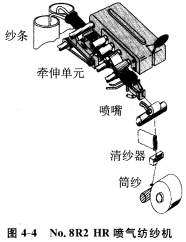
圖4—3所示為日本村田公司(Murata)的No.8R2MJS噴氣紡紗機(紡單紗),圖4—4所示為No.881HRMJS(紡雙股紗)噴氣紡紗機[15-16]。
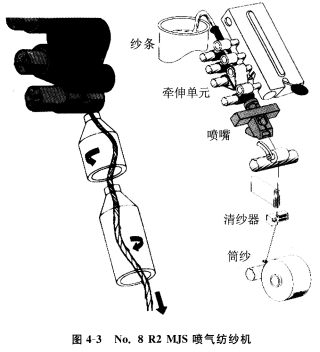
從圖4—3可知,該機為單面下行式。No.801MJS噴氣紡紗機采用三羅拉雙短皮圈牽伸裝置,No.802MJS以后的噴氣紡紗機均采用四羅拉雙短皮圈,現正在研用五羅拉雙短皮圈超大牽伸裝置。
當棉條被牽成一定線密度(定量)后,須條進入位于前羅拉鉗口處的噴嘴加捻器的吸口。加捻器由兩個噴嘴串聯組成,兩噴嘴的氣流旋轉方向相反,第二噴嘴的氣壓大于第一噴嘴。紗條進入噴嘴紗道中,在第一噴嘴和第二噴嘴的相互作用下,完成加捻成紗,并經引紗羅拉輸出再卷繞成筒。引紗羅拉與卷繞筒子之間設有電子清紗器和在線檢測裝置,全自動接頭小車在機前往返,及時檢測紗的斷頭和接頭。
圖4—4表示兩個噴嘴加捻器并列。兩根棉條喂人同一個牽伸單元,由前羅拉輸出的須條分別進入各自的加捻噴嘴
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


