摩擦紡紗中紗條的形成與加捻
1.)楔形區內纖維的凝聚與紗尾形成
(1)凝聚過程[17-18]
在自由端摩擦紡紗中,單纖維由氣流輸送到兩只摩擦輥(塵籠)形成的楔形區內。纖維流在一定長度LA內被吸附凝聚在紗尾上(自由端),如圖6—8所示,紗尾同時被回轉加捻。這兩個作用過程在時間和地點上是重合的,其中,LA為纖維凝聚區長度,即紗尾長度,LF為摩擦加捻區長度。LF比LA長,可以增強加捻作用,從而使凝聚到紗尾上的所有纖維有效而牢固地包卷在紗體內。
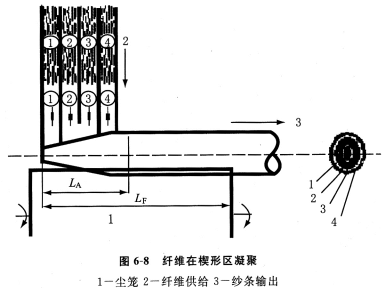
盡管纖維喂人楔形區的方式不同,好多根條子經開松后垂直喂入或傾斜喂入,但在楔形區,單纖維沿LA長度不斷喂入到紗尾的同時,加捻成紗的紗條則連續不斷地沿其軸向輸出。在凝聚區長度LA上,纖維數量(或重量分布)沿紗條輸出方向逐漸增加,紗尾各截面的直徑也相應逐漸增大,外形是一端細另一端粗,類似“圓錐體”。
由于凝聚是在兩只內有長槽孔吸氣膽的摩擦輥(塵籠)楔形區形成吸氣負壓進行的,單纖維在輸送管內處于自由飛行狀態,進入凝聚區前的形態各異,纖維與回轉紗尾相遇直至完全捻人紗尾的位置與時間都具有隨意性,所以凝聚過程相當復雜。
纖維進入凝聚區時,沿成紗輸出方向的分速度要比成紗輸出速度高許多倍,因此纖維凝聚到紗尾時,其運動速度的大小及方向都要發生變化,即突然減速和改變方向。這樣,極易使纖維形成彎鉤、折皺和屈曲,纖維的伸直度因此受到破壞。
圖6—9所示為纖維進入紗尾接觸瞬間的可能變化情況,可以看出:
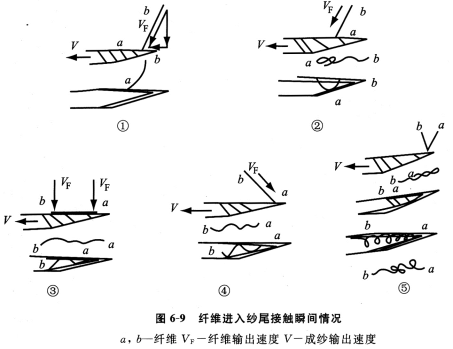
(a)①②VF≥V,纖維順向進入“超喂”,突然減速變向,形成折皺、屈曲;
(b)③VF≥y,纖維平行進入,伸直度受到一定影響;
(c)④VF≥y,纖維逆向
(d)⑤纖維未以伸直狀態進入。
因此,纖維進入凝聚區無論是順向還是逆向,與紗尾接觸瞬間的可能方位對纖維的伸直都不利,期望在凝聚過程中保持纖維的伸直度是相當困難的。
為了保持和改善凝聚區內纖維的伸直狀態,應采取一些措施,盡量保持凝聚區內纖維與紗軸平行,在捻入紗尾時不破壞原有的伸直度。例如采用傾斜角較小的纖維輸送管道,以及在其終端附加吸口等方法。也可借助靜電力或相當的機械力和氣流力等,使纖維伸直。不過,由于目前摩擦紡所固有的特性,纖維凝聚過程的運動是減速和改變方向的,要達到理想的定向狀態似乎是不可能的。
(2)紗尾長度內纖維數量分布[19]
在凝聚區長度LA內,纖維數量沿紗尾長度方向的分布是不均勻的,其分布函數和曲線與纖維喂人方向以及其他條件有關,較為復雜,紗尾的幾何形狀更為復雜。但當成紗輸出速度一定時,凝聚區內喂人纖維量是均勻的,在紗尾體積密度不變的情況下,紗尾的半徑分布曲線(紗尾的外形)可視為拋物線,如圖6—10所示。
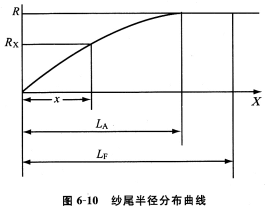
其表達式為![]()
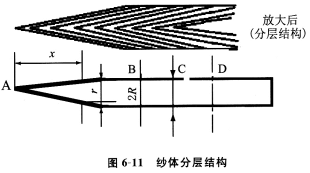
在紗尾形成過程中,新喂入的纖維在由細到粗的回轉紗尾上不斷形成層狀的堆積層,紗體內纖維均沿著軸向層層排列,猶如許多錐體相套,成紗具有分層結構(如圖6—11所示),這導致了紗尾加捻過程的復雜性及成紗經向捻度的不勻性。
2)紗條內捻度分布
(1)紗尾捻度分布
纖維在凝聚區長度LA內形成的紗尾,在一定的條件下,其外形近似拋物線。這種形狀的紗尾在整個長度上通過摩擦傳動加捻,纖維沿拋物線面呈螺旋排列,捻回角為β,如圖6—12所示。

圖中:x為紗體任一截面與紗梢(尖端)的距離;Rx為距離為J處的紗尾截面半徑;r為距離為x處的紗尾任一截面的半徑;R為成紗半徑;Vr為紗體圓周速度。
紗體內
![]()
式中:VR為摩擦輥(塵籠)回轉的圓周速度;V0為紗條輸出速度。
相應捻度:
由上式可知,在整個紗尾長度LA上,紗體各截面內任一點的捻度不僅與r有關,還隨x變化而不同。當x=LA時,此處紗體截面內任一點的捻回角和捻度分別為:
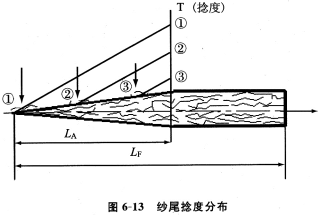
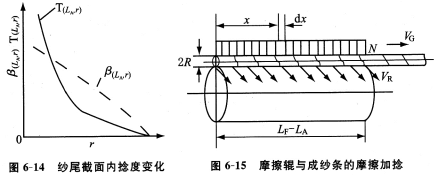
由此可見,紗條捻度的多少主要由塵籠轉速決定,而紗體截面內的捻度分布,隨r的變化沿徑向自外向內不斷增加,如圖6—13、6—14所示。
(2)成紗捻度分布[20]
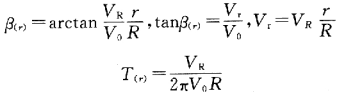
纖維凝聚結束時,紗條已成紗,截面積一定,但在LF-LA紗段上,紗條仍受摩擦輥的傳動而回轉加捻,如圖6—15所示。
暫不考慮LA紗尾段所獲得捻度的情況,僅計LF-LA紗段在回轉加捻時成紗各截面上獲得的捻回角和捻度:
實際上,LF-LA紗段的回轉加捻是在LA紗段獲得捻度分布的基礎上進行的,因此LF-LA紗段各截面上獲得的捻度應是疊加的結果:
![]()
![]()
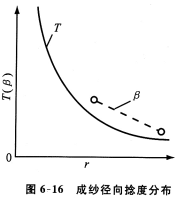
式中可以看出成紗截面內捻回角β為一常數,而捻度T則是r的函數,由外向內逐漸增加,如圖6—16所示。
式中:D為摩擦輥直徑;n為摩擦輥速度;d為成紗直徑;Vo為成紗輸出速度;V為加捻效率(考慮到摩擦輥與紗條的打滑)。
此種紗的捻度測定時,僅能測得紗的外層捻度。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


