真捻原理在成紗工藝中的應用
一、非自由端真捻成紗
(一)翼錠紡紗
1.粗紗機的加捻過程
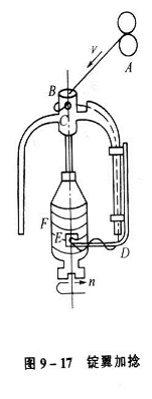
粗紗機是靠錠翼回轉對紗條進行加捻的,如圖9-17所示。
當錠翼每轉一周時,由錠翼側孔帶動粗紗繞其本身軸線自轉一周,使錠翼側孔至前羅拉鉗口的一段紗條上獲得一個捻回。
2.粗紗加捻區的捻度分布
將圖9-17展開成圖9-18
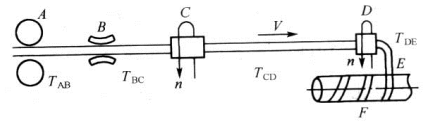
圖9-18粗紗加捻過程示意圖
根據穩定捻度定理及捻陷、阻捻和假捻應概念,可以求得圖中各段紗條上的捻度。
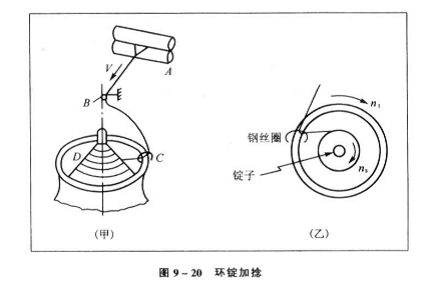
(二)環錠紡紗
環錠紡紗被廣泛用于各種紡紗的細紗工序和捻線工序。
倍捻機工作過程

倍捻機伸頭

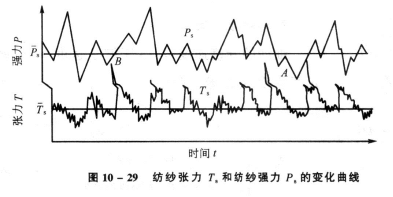
為了降低斷頭,應采取以下主要措施:
(1)盡可能地降低紡紗張力平均值或者盡量提高紡紗強力平均值。
(2)降低張力和強力的波動范圍。
2.細紗斷頭的分類
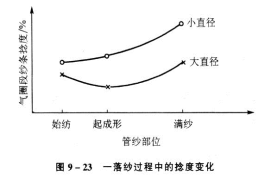
按斷頭的位置不同,細紗斷頭可以分為成紗前斷頭和成紗后斷頭兩類。
(1)一落紗中的斷頭分布:一般是小紗斷頭最多(50%左右),中紗斷頭最少(20%左右),大紗斷頭次之(30%左右)。
(2)成紗后的斷頭多發生在紡紗段。
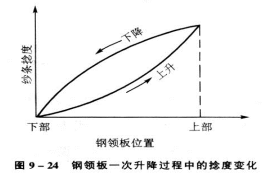
(3)隨著錠速減加或者卷裝的加大,張力加大,斷頭增加。
(4)由于機械的原因,少數錠子可能出現重復斷頭。
另外,當天氣變化或者溫濕度波動以及配棉成分變化時,都會引起斷頭增加。
二、自由端真捻成紗
(一)轉杯紡紗
棉紡紡紗的加捻,
毛紡中也有采用。
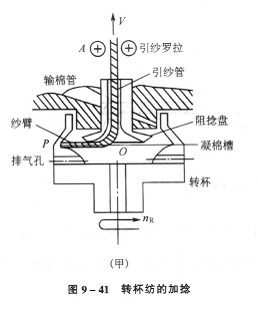
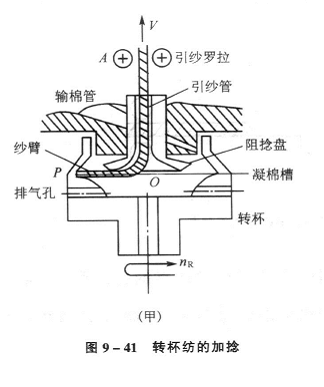
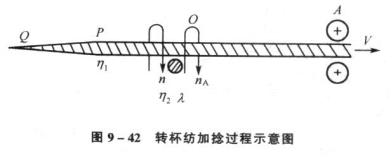
1.轉杯紡的加捻過程
2.加捻區內的捻度分布及其影響因素
在轉杯紡紗機上,阻捻盤既是假捻點,又是捻陷點,陰止捻回自O向P傳遞。將圖9-41展開成圖9-42,根據穩定捻度定理及假捻、捻陷和阻捻的概念,可以求得圖中各段紗條上的捻度。
3.成紗結構及其機械物理性質
轉杯紗
(二)無芯摩擦紡紗
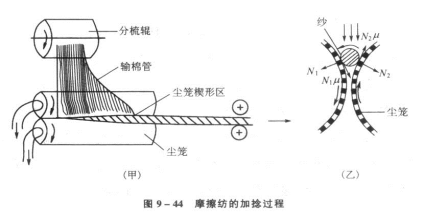
1.無芯摩擦紡的加捻過程
如下圖所示
2.成紗結構及其物理機械性質
摩擦紡紡織的紗具有捻度分層結構特點,紗芯捻度較外層大,形成內緊外松的特殊結構,因而紗的表面較豐滿和蓬松,伸長率較高,吸濕性、染色性和手感均較好。但由于纖維伸直度差,排列較紊亂,且內外層轉移少,故強力較低,約為環錠紗的70%左右.
(三)渦流紡紗
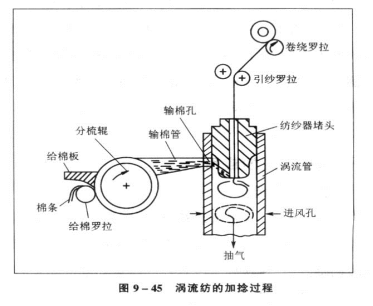
1.渦流紡的加捻過程
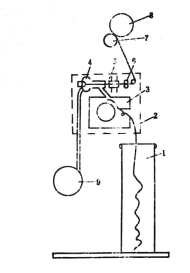
(四)靜電紡紗
靜電紡紗是利用靜電感應原理,使纖維定向、凝聚、排列、伸直,并靠空心管的回轉加捻成紗的,適宜加工棉、麻等回潮率較高的纖維,可紡制純棉紗或棉麻混紡紗等。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


