真捻加捻原理
一、真捻的獲得和形成過程
(一)真捻的獲得有如下三種:
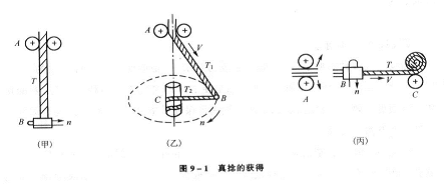
(二)真捻的形成過程
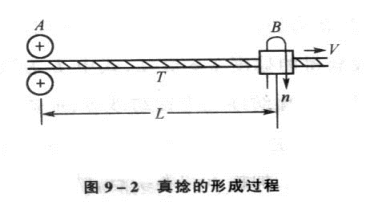
穩定捻度可定義為:加捻器單位時間內加給紗條某區段的捻回數等于同一時間內自該區帶出的捻回數,通常稱此為穩定捻度定理。
二、真捻成紗的實質
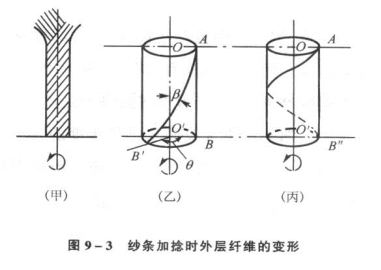
須條上獲得真捻后,其外層纖維便產生傾斜的螺旋線捻回,纖維扭轉變形,紗條緊密抱合,改變了纖維集體的結構形態和機械物理性質,如圖9-3(甲)所示。
為了簡要說明真捻加捻的實質,現取紗條一小段纖維l作分析,如圖9-4所示。
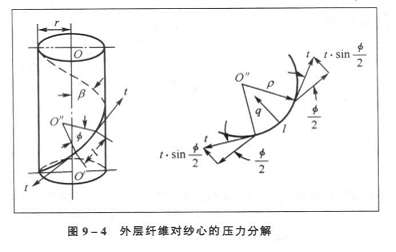
真捻成紗的實質:
當對紗條存在包圍角時,纖維對紗條便有向心壓力,包圍角越大,向心壓力越大。由于向心壓力的存在,使外層纖維向內層擠壓,增加了紗條的緊密度和壓力越大。由于向心壓力的存在,使外層纖維向內層擠壓,增加了紗條的緊密度和纖維間的摩擦力,從而改變了紗條的結構形態及其物理機械性質,這就是真捻成紗的實質。
三、真捻的度量
(一)捻度
紗條相鄰截面間相對回轉一周稱為一個捻回,單位長度紗條上捻回數稱為捻度,當采用線密度制時,以捻回數/cm表示,但實際生產中多用10cm的捻回數表示。
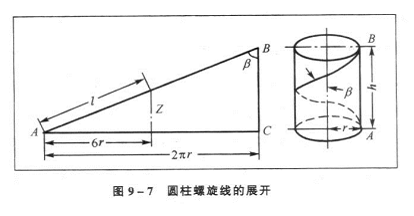
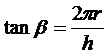
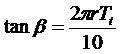
(三)捻幅
單位長度的紗線加捻時,截面上任意一點在該截面上相對轉動的弧長,稱為捻幅。
四、捻回的傳遞、捻陷和阻捻
(一)捻回的傳遞
圖9-10所示,A為紗條喂入點,紗條以速度V自A向C運動,C為加捻點。
(二)捻陷
若在圖9-10中須條的喂入點A與加捻點C之間有一機件B與紗條接觸,由于B對紗條有摩擦阻力,在一定程度上阻止了捻回自C向A的正常傳遞,結果使T1<T2,B點的阻力越大,AB段的捻回越少,這種現象稱為捻陷,B為捻陷點。
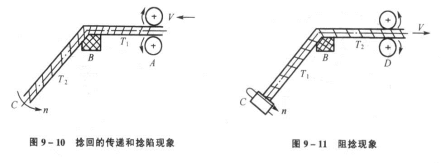
(三)阻捻
(四)捻陷與阻捻對加捻區內捻度分布的影響
<五、真捻的加捻結構
(一)卷捻
如圖9-13(甲)所示,加捻時,前羅拉鉗口處的須條圍繞自身軸線回轉,須條寬度逐漸收縮,兩側折疊且逐漸卷入紗條中心,形成加捻三角形oab。
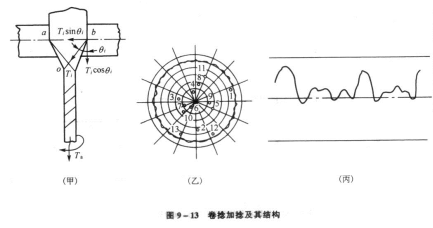
(二)實捻
實捻加捻前的須條呈實體的近似圓柱形,加捻后紗條中的纖維或單絲大多呈圓柱形螺旋線,很少有圓錐螺旋線。轉杯紡紗和長絲束或股線的加捻結構屬于實捻。
(三)層捻
層捻是指散纖維的凝聚不是在加捻前,而是與加捻同時進行的,即紗尾一邊加捻一邊凝聚纖維,凝聚一層加捻一層,先凝聚的加捻多,后凝聚的加捻少,從而形成捻度分層結構的一種加捻方法。紗中的纖維呈圓錐形螺旋線的機會很少。
摩擦紡紗的紗條加捻結構屬于層捻。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


