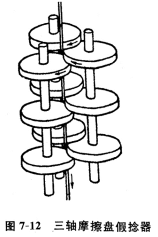
三軸摩擦盤假捻器
1963年4月,Scragg和Sons公司專利——英國專利BP1085052——最早提出了三軸摩擦盤假捻裝置,Barmag則首先在ITMA71上展出第一個樣品。隨后,其他機器制造商也設計了類似的假捻裝置。這一類假捻裝置的成功是因為紗線和摩擦盤問的接觸角可確定紗線前進方向和旋轉方向的速度分量。
圖7—12所示為三組摩擦盤交迭排列而形成等邊三角形的三軸摩擦盤假捻器。控制好紗線與摩擦盤間的夾角,可獲得所需捻度,并使紗線向前運動。
目前,所用的摩擦盤材料為等離子處理、金剛石或采用陶瓷或聚氨酯,加工速度可達1500m/min。
但是,實際所用的速度一般是1000m/min(78dtex錦綸復絲)和750m/min(167dtex滌綸復絲)。
如圖7—11所示,有多種摩擦假捻裝置,但摩擦加捻的機理相同。下面討論單摩擦盤加捻機理[11]。
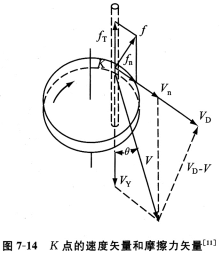
分析中各符號為:θ為加捻絲的表面螺旋角;VD(D)為摩擦盤表面切向速度;VY(y)為加捻絲的前進速度;f為紗線和摩擦盤間的摩擦力;VR為絲條旋轉切向速度;fn為垂直于紗軸并形成加捻扭矩的摩擦力分量;fT為沿著紗軸、增加或減少紗線張力的摩擦力分量;φ為摩擦盤切向速度與紗線前進速度間的夾角;V為紗線上K點的合成速度。
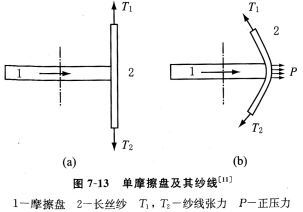
1)長絲紗沿摩擦盤表面必須要有一定程度的彎曲
如圖7—13所示,(a):當長絲紗的兩端施加張力T1和T2時,紗線和摩擦盤之間沒有正壓力,因此不能產生摩擦力,紗線不能加捻;(b):長絲紗必須沿著摩擦盤彎曲形成一包圍角,在張力T1和T2的作用下產生正壓力,因此當摩擦盤轉動時,紗線在摩擦力作用下加捻。
2)摩擦盤與長絲紗之間的摩擦力方向
如圖7—14所示,摩擦盤
3)摩擦盤和長絲紗前進方向之間的夾角φ
摩擦力可分解為兩個分量fn和fT。fn垂直于紗軸,形成加捻扭矩;fT平行于紗軸,不會形成加捻扭矩,但會影響紗線張力。
圖7—15表示摩擦盤和長絲紗前進方向之間的夾角φ的三種情況:φ=90°、φ>90°和φ<90°。
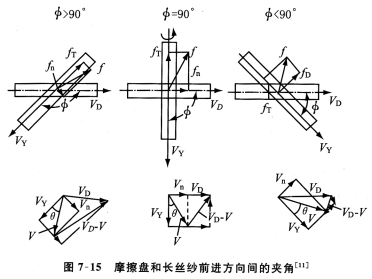
當φ<90°時:
(a)![]() 的值較小,對絲條的損傷較小;
的值較小,對絲條的損傷較小;
(b)加捻摩擦扭矩較大;
(c)fT較小。
4)摩擦盤速度
摩擦盤的表面速度也影響摩擦力方向,如圖7—16所示。當![]() 增加時,
增加時,![]() 的方向(也就是摩擦力f的方向)會向fn的方向偏轉。當
的方向(也就是摩擦力f的方向)會向fn的方向偏轉。當![]() 達到一定值后,
達到一定值后,![]() 的方向與
的方向與![]() 直。這時,fT=0,Fn=f,摩擦力完全成為加捻扭矩的有效分量,并對絲條張力不產生影響(T2=T1)。此時有:VD/VY=1/cosφ,φ<90°。
直。這時,fT=0,Fn=f,摩擦力完全成為加捻扭矩的有效分量,并對絲條張力不產生影響(T2=T1)。此時有:VD/VY=1/cosφ,φ<90°。
當φ>90°時,fn和fT隨VD增大而增加,絲條兩端的張力差異也增大,這一般是不希望的。
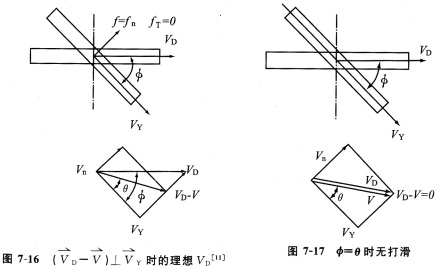
當φ<90°或φ>90°時,φ角越小,![]() 越小;當φ=θ時,
越小;當φ=θ時,![]() 重合,
重合,![]() 此時,絲條和摩擦盤之間不再打滑,如圖7—17所示。
此時,絲條和摩擦盤之間不再打滑,如圖7—17所示。
綜合以上分析,理想的摩擦加捻條件是:
(1)![]()
(2)φ接近或等于θ。
 相關信息
相關信息 






 推薦企業(yè) 推薦企業(yè)
推薦企業(yè) 推薦企業(yè) 推薦企業(yè)
推薦企業(yè)


 您所在的位置:
您所在的位置:


