- 棉紡
- 紡織原料
- 開清棉
- 梳棉
- 精梳
- 并條
- 粗紗
- 細(xì)紗
- 絡(luò)并捻
- 紡紗
- 環(huán)錠紡
- 轉(zhuǎn)杯紡
- 噴氣紡
- 渦流紡
- 摩擦紡
- 緊密紡
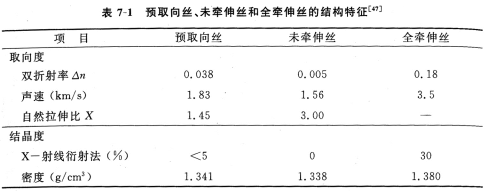
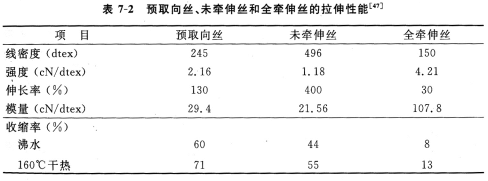
- 假捻變形
- 空氣變形
- 熱流變形
- 多重變形
- 織造
- 整經(jīng)
- 漿紗
- 穿結(jié)經(jīng)
- 卷緯
- 開口
- 引緯
- 打緯
- 卷取
- 送經(jīng)
- 織機(jī)傳動(dòng)
- 織造工藝
- 織機(jī)
- 劍桿織機(jī)
- 噴氣織機(jī)
- 噴水織機(jī)
- 片梭織機(jī)
- 片梭織機(jī)
- 多臂裝置
- 提花裝置
- 折入邊裝置
- 針織
- 緯編
- 織襪
- 經(jīng)編
- 染整
- 前處理
- 染色
- 印花
- 后整理
- 染化料
- 測(cè)試
- 環(huán)保
- 化纖
- 人造纖維
- 合成纖維
- 化纖設(shè)備
- 無紡
- 干法成網(wǎng)
- 濕法成網(wǎng)
- 紡絲成網(wǎng)
- 針刺加固
- 熱粘合
- 化學(xué)粘合
- 熔噴工藝
 您所在的位置:
您所在的位置:














編.gif)
