假捻裝置
假如捻度保持不變,假捻裝置及其回轉速度是假捻變形加工的核心。因此,在過去50多年中,研究人員在高速假捻裝置方面做了大量努力。總的說來,假捻變形紗機所用的假捻裝置分為兩類:
(1)轉子式假捻裝置(假捻管)或磁性轉子假捻裝置;
(2)摩擦式假捻裝置。
一、轉子式假捻裝置
轉子式假捻裝置帶動紗線同速回轉,假捻器回轉一轉,紗線形成一個捻回。因此,紗線捻度取決于假捻器轉速和紗線移動速度之比。只要假捻器轉速恒定,紗線捻度恒定。假捻器自動提供捻回形成所需要的扭矩。
最早用于假捻變形紗機的轉子式假捻器是滾動軸承式的,轉速為4.5×104r/min,變形加工速度受到假捻器轉速的限制。現在,磁性轉子假捻器的轉速可達100×104r/min,最高轉速可達1.2×107/min以上。
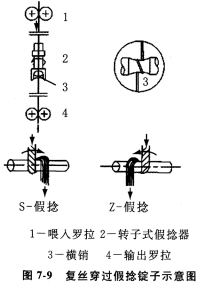
轉子式假捻裝置由轉子和皮帶輪組成。最簡單的假捻轉子將復絲在橫銷上卷繞一圈,轉子回轉時帶動復絲一起回轉,如圖7—9所示。這樣的結構確保假捻器旋轉時對復絲進行加捻。
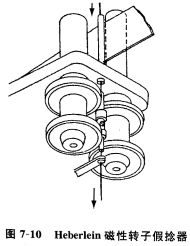
20世紀60年代后期至70年代早期,開發了磁性轉子假捻器,轉速高達80×104r/min。假捻小轉子安裝在兩個回轉的羅拉之間,并靠磁力固定。圖7—10所示為Heber-lein磁性轉子假捻器。
從變形紗質量看,轉子式假捻器比其他假捻裝置要好。這是因為:即使在張力變化較大的情況下,轉子式假捻器均可保證變形紗的加工均勻性。但是,轉子式假捻器嚴重限制了變形加工速度,最大的加工速度在280m/min到350m/min之間,而摩擦盤假捻裝置的加工速度為800m/min到1500m/min,這使得轉子式假捻器加工不經濟。因此,目前大多數變形加工中已不再使用轉子式假捻器。
二、摩擦式假捻裝置
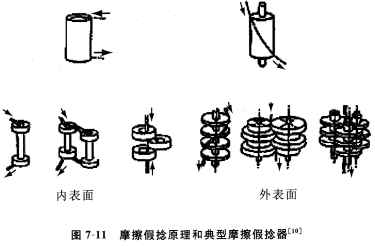
顧名思義,摩擦加捻是紗線與旋轉面接觸并通過摩擦作
圖7—11所示為摩擦加捻原理和典型的摩擦假捻器。紗線穿過摩擦管的內表面或摩擦盤的外表面,通常為一組摩擦管或摩擦盤。摩擦管的內徑或摩擦盤的外徑比紗線直徑大得多,這意味著摩擦管或摩擦盤每轉一周可在紗線上形成若干個捻回(忽略紗線打滑)。因此,紗線能以較高的線速度喂入,而摩擦假捻器的回轉速度可相對較低。大多數情況下,紗線在張力作用下緊靠摩擦假捻器的摩擦面,由摩擦面的轉動在紗線上產生扭矩,因此形成捻度。但是,摩擦加捻的一個最大缺點是在加捻過程中會產生大量打滑,加捻效率只有50%左右。紗線與摩擦面之間打滑,會影響紗線捻度和加工張力。因此,與轉子式假捻器相比,摩擦假捻加工的變形紗卷曲不均勻。但是,由于摩擦假捻的加工速度高,因此,現在全世界使用最廣泛的是摩擦假捻裝置。
1.三軸摩擦盤假捻器
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


