假捻變形紗機概述
合成纖維長絲紗具有熱塑性。當合成纖維加熱、受力時會產生變形,纖維結構也隨之變化。當長絲冷卻后,這種變形可永久地固定下來。因此,熱塑性是合成纖維長絲紗進行熱一機械變形加工的依據[1]。
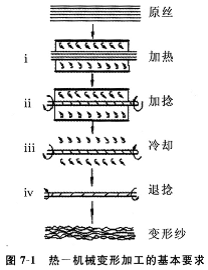
各種熱一機械變形加工方法包括:傳統的不連續變形加工(加捻、定形、退捻)、假捻變形加工、填塞箱變形加工、刀刃卷曲加工、編織一拆散變形加工和齒輪嚙合變形加工。這些變形加工的基本要求如下(圖7—1)[1-2]:
(1)將長絲加熱到玻璃化轉變溫度以上Tg,并接近熔點Tm;
(2)使長絲變形,形成所需要的形態(如通過加捻);
(3)在保持所需形態的同時,將長絲冷卻到玻璃化轉變溫度Tg以下。
通過以上三個步驟,每根單絲可形成永久性的卷曲、波紋或螺旋線形態。
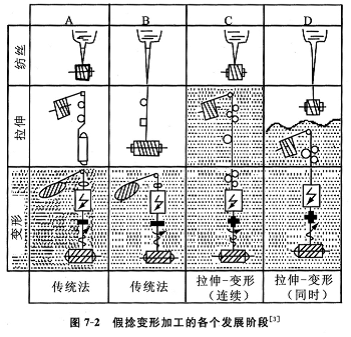
在早期,變形加工采用一種相當冗長的工藝,即傳統的不連續變形加工方法(加捻—退捻),這種方法現在已不再采用。但是這種方法是假捻變形加工的基礎,也就是說,連續變形加工方法是在傳統不連續變形加工的基礎上發展而來的。傳統的不連續變形加工包括加捻、熱定形、退捻三個步驟。圖7—2表示連續假捻變形加工的各個發展階段[3]。
A是早期階段,是一種不連續變形加工技術,分為紡絲、拉伸、變形三個獨立的步驟。在階段B,紡絲、后拉伸連續進行,然后再對全牽伸絲進行變形加工。階段C,紡絲、初生絲拉伸后就連續進行變形加工的一種方式。而拉伸、假捻變形同時進行是假捻變形加工的標準型,為階段D。
假捻變形紗機的基本形式如圖7—3所示[4]。圖7—3(a)所示為用于加工錦綸高彈絲的一級熱箱變形機,圖7—3(b)是用于加工滌綸低彈絲的二級熱箱變形機(稱改性假捻變形紗)。在傳統的不連續變形加工中,加工速度為1m/min到2m/min。到20世紀50年
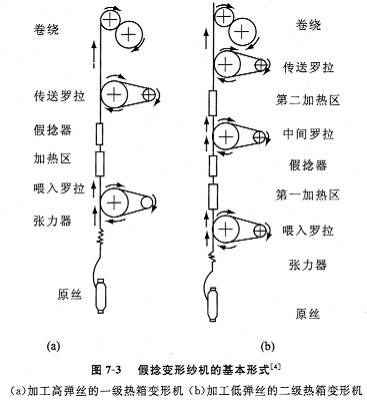
線密度為20dtex到300dtex且主要用于服用紡織品的假捻變形紗,占變形紗市場90%以上的份額。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


