緊密紡技術的最新進展和前景
緊密紡于上世紀八十年代問世,在1999年巴黎國際紡織機械展(ITMA)上首次展出樣機。
2002年,在北京中國國際紡織機械展覽會(CITME)上,瑞士立達(Rieter)、德國緒森(Suessen)、青澤(Zinser)、日本豐田(Toyota)和意大利馬佐里(Marzoli)等五家企業展出樣機或裝置;之后,巿場相繼增加了意大利費蘭尼(Finlane)、瑞士羅托卡夫特(Rotorcraft)等國外供應商。國內的上海二紡機、山西經緯紡機、浙江日發、山西鴻基和佳信、河北天圣、銅陵松寶等也相繼開發出了樣機或裝置。
如今,緊密紡技術已得到了快速發展,適用原料從毛擴大到棉、麻和合纖等范圍。它可以用長絲和短纖制成包芯紗,長短纖維制成復合紗,也可以用一根粗紗或二根粗紗經牽伸機構,在FA506或FA507細紗機前羅拉出口處加緊密紡或賽絡紡機構,紡出單紗或股線,若紡股線可將細紗一并線一捻線合為一體的賽絡線。
須條經緊密器集縮后,紗線表面光潔、毛羽少、單強高、伸長好,可以改善產品質量。目前出現的纜型紡技術(Solospun)將會把緊密紡推向一個更新的境界。
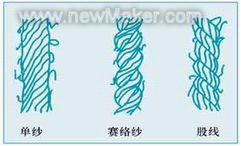
單紗、賽絡紗、股線縱向外觀對比
機理和分類
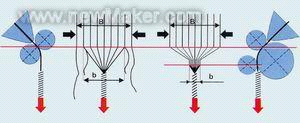
在世界紡機總量中,環錠紡是紡紗生產中比例最大和最重要的一種紡紗技術。但環錠紡加捻三角區邊緣處的纖維不易被控制,更不易被加捻包復進紗中,因而造成毛羽偏多,有部分失控的纖維浮游離散落而成為飛花。
采用賽絡紡原理來改進加捻三角區,使其變小變窄,可加強對加捻三角區邊緣纖維的有效控制,新型緊密紡技術首先是根據這一原理設計的。其前羅拉出口處的纖維帶寬度,經過聚集作用接近紡出纖維帶寬度,從而減小紡紗加捻區,使纖維受控性大大提高,紗線結構得到改善,成紗質量得到提高。
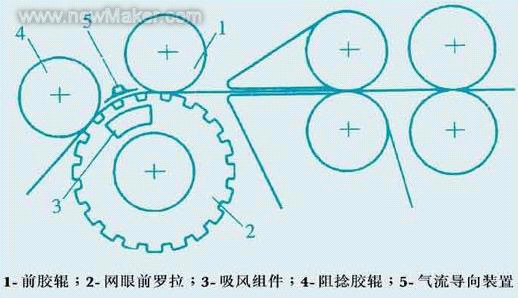
氣流集聚型緊密紡紗系統
羅拉集聚型緊密紡紗系統
在集聚區的網眼前羅拉外側還裝有氣流導向裝置。網眼前羅拉分別與前膠輥、阻捻膠輥組成前鉗口和阻捻鉗口,二鉗口之間為集聚區;吸風組件通過網眼前羅拉的網眼抽吸氣流,使網眼前羅拉表面的纖維集聚,集聚后的纖維帶被輸出到阻捻鉗口后被加捻;網眼前羅拉表面為凹凸形溝構,改善了對纖維的握持效果,并能防止纖維粘附。
吸風組件的V形狹槽長度跟須條與前羅拉的接觸長度相匹配,V形狹槽的中心線跟纖維須條的運動方向有一傾斜角(約15°),使得被集聚的纖維須條可以繞自身旋轉,纖維得到更充分集聚,氣流導向裝置能確保纖維集聚的導向性。
羅拉集聚型的特點包括:網眼前羅拉兼有牽伸和阻捻二項功能;結構簡單,集聚部件的壽命長;能保證須條在進入集聚鉗口前始終受集聚氣流的控制作用,保持集聚狀態,實現全程集聚;因前膠輥和阻捻膠輥均由網眼集聚羅拉摩擦傳動,因而集聚區域不需設置牽伸張力。
這種羅拉集聚型緊密紡機構可在立達K44型細紗機上配用。
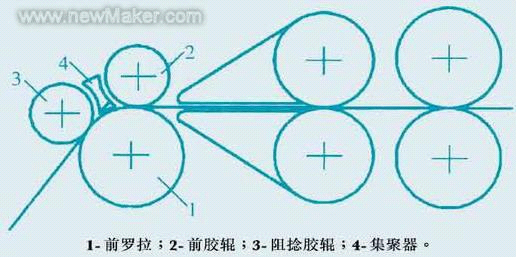
非氣流集聚型緊密紡紗系統
這種紡紗系統通過集聚器實現須條集聚,須條通過的集聚器通道是漸縮型的,可集束須條并使它獲得一定的假捻,結構簡單,不須要氣流集聚型的塵籠式羅拉,并可節約抽氣用的動力,特別適合老機改造和推廣。
除羅拉與前膠輥組成前鉗口外,增加的阻捻膠輥則與前羅拉形成阻捻鉗口。二鉗口之間為
非氣流集聚型緊密紡紗系統
這種紡紗系統通過集聚器實現須條集聚,須條通過的集聚器通道是漸縮型的,可集束須條并使它獲得一定的假捻,結構簡單,不須要氣流集聚型的塵籠式羅拉,并可節約抽氣用的動力,特別適合老機改造和推廣。
除羅拉與前膠輥組成前鉗口外,增加的阻捻膠輥則與前羅拉形成阻捻鉗口。二鉗口之間為纖維須條的集聚區,在前膠輥和阻捻膠輥之間裝有集聚器,它依靠自身的磁鐵性能吸附在前羅拉鉗口表面,其底部中心有一開口凹槽,形成截面漸縮形的纖維通道,須條和前羅拉同步移動。集聚器有多種規格,紡紗時可根據紗支和品種變化來更換凹槽不同的集聚器。
這類紡紗系統有山西貝斯特BS516型細紗機(配瑞士羅托卡夫特的Rocos緊密紡紗系統),這種系統便于老機改造或新機配帶,因此容易推廣。
緊密紡加捻過程中,鋼絲圈沿鋼領被錠子和紗線帶動而高速回轉,鋼絲圈每轉一圈給紗線加上一個捻回。由于賽絡紡是用二根粗紗從后羅拉喂入,經牽伸機構牽伸后,通過集聚器集聚后輸出二根須條,在交匯點處,單紗也繞其軸線回轉而得到部分捻回。二根須條從細紗機與膠輥握持的鉗口不斷輸入加捻區而加捻,紗線的捻度應力向單紗不斷擴散,使單紗獲得真正意義上捻度后卷入紗管。正是由于這段捻度的存在,使賽絡紗表面纖維形成二次加捻運動。
緊密紡與環錠紡質量對比
用同一配棉和同一支數的粗紗,分別在Elite緊密紡和FA506型細紗機二種機型上紡制14.5tex細紗,對毛羽、不勻率、疵點以及紗線的強伸性和耐磨性等方面作對比。
緊密紡對紡紗的重大貢獻是減少成紗毛
毛羽
一般認為,毛羽長度超過2mm時屬有害毛羽,會影響后道加工和產品質量。試驗證明,緊密紡紗線的毛羽數較環錠紡顯著減少,2mm及以上的毛羽根數可減少60%以上;而危害嚴重的長毛羽,緊密紡減少幅度更大。
其原因是從前羅拉輸出的須條立即受到凝聚氣流和聚集器的控制,纖維被聚緊,伸直度提高,因此成紗毛羽和蓬松度比傳統環錠紗減少許多,尤其圈狀毛羽明顯減少,紗體變得較為光滑。
無論是何種棉紗,經絡筒加工后毛羽均明顯增加,這是由于絡筒加工時紗線在高速退繞過程中,被摩擦點摩擦較多,短纖維的浮游機率增加而暴露于紗線表面,并使各類毛羽增加,一般是絡筒后紗線毛羽多于環錠紗,其中短毛羽增加1~1.3倍,長毛羽增加2.5倍,總體來說絡筒加工后長毛羽增幅較大。
由于緊密紡凝聚氣流和集聚器對須條中纖維的控制是有效的和明顯的,所以多次實驗證明,經緊密紡后筒紗毛羽可比環錠紡后的筒紗毛羽減少12.52%。
成紗條干不勻率和疵點
用烏斯特(Uster)條干儀測定緊密紡與環錠紡二種紗線的條干、重量偏差、捻度不勻率和紗疵等,對比結果顯示,二者條干、百米重量和捻度CV值都較相當,只是緊密紡紗疵點明顯好于環錠紡。

成紗強力與伸長
緊密紡工藝改變了紗線橫截面上纖維的聚合取向,由于縮小了紡紗三角區,緊密紡紗線中纖維在紗芯與外部紗層間的反覆轉移程度明顯減少了,當紗線受到拉伸強力作用時,紗線橫截面上的纖維均勻受力,紗線強力有一定提高。
普通環錠紡和立達K44聚紗對比
可見,管紗和筒紗,緊密紡強力比環錠紡提高10%左右;管紗的斷裂伸長相近,緊密紡筒紗伸長略大于環錠紡。
耐磨性
由于緊密紡在加捻過程中纖維轉移的幅度小,因而纖維的紊亂程度控制在規定范圍內,提高了纖維承受力的同步性,從而較為顯著地提高了單紗強

老機改造要點
目前,國際上推廣的緊密紡設備或裝置主要有4種形式。
國產緊密紡紗設備或裝置的結構形式有C和D二種,其中C型技術特別適用于國產普通環錠細紗機上加裝。
但要注意,如要把C型或D型加裝到國產細紗機上時,必須要考慮到對原有牽伸系統的影響,如前羅拉驅動傳動部分較大的傳動扭矩和運行負荷增量的影響,前膠輥傳動阻捻膠輥所需摩擦驅動力對前膠運行穩定性的影響,阻捻膠輥對牽伸部分加壓的影響。
此外,前膠輥傳動阻捻膠輥及網絡圈所需摩擦驅動力對前膠輥運行穩定性有影響,不適當的加裝結構設計有可能影響運行穩定性和紗線質量下降。
由于緊密紡紡紗技術對于改善環錠紡成紗質量,特別是在減少毛羽方面產生了革命性的變化,因而得到了紡織界的認可,發展非常迅速。目前國外緊密紡紗機的價格明顯偏高,在密切跟蹤國際先進水平的同時,應注意開發適合中國國情、國內紡織企業易于接受且具有自主知識產權的中低檔緊密紡紗機,并使之盡快商業化。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


