前區牽伸工藝
細紗牽伸裝置的前區通常采用雙皮圈牽伸,雙皮圈牽伸的上下皮圈的工作面對須條直接接觸,增強牽伸區內須條的中部摩擦力界強度和擴展幅度,能阻止纖維提前變速。在皮圈銷處,組成一個柔和而又有穩定壓力的皮圈鉗口,既能控制短纖維運動,又能使前羅拉鉗口握持的纖維順利抽出。
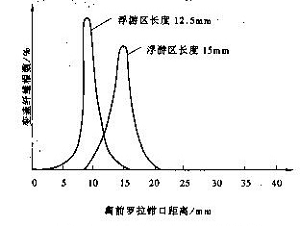
圖7—2—7 浮游區長度與纖維變速點分布
(1)浮游區長度
浮游區(又稱自由區)長度是指皮圈鉗口至前羅拉鉗口間的距離。通常以上銷或下銷前緣至前羅拉中心線間最小的距離表示。實際的浮游區長度要比計算的稍大些。縮短浮游區長度意味著一方面減少浮游區中未被控制的短纖維數量,另一方面皮圈鉗口摩擦力界相應向前方伸展,使纖維在皮圈部分的摩擦長度增加,加強了對浮游纖維的控制力。因此,縮短浮游區長度,會使牽伸區內纖維變速點分布向前鉗口靠近而集中,擴展幅小,纖維變速點穩定。圖7—2—7所示的實驗曲線,證實上述分析是正確的。在同一種牽伸裝置上以不同的浮游區長度進行紡紗質量的對比實驗,從實驗結果表7—2—1可知,細紗黑板條干和25mm短片段不勻率均隨浮游區長度縮小而得到改善。
表7—2—1不同浮游區長度與細紗質量
浮游區長度/mm |
12 |
13 |
15.5 |
16 |
黑板條干/一級板塊數 |
8.0 |
7.2 |
5.7 |
5.0 |
25mm片斷不勻率/% |
13.1 |
12.9 |
13.9 |
14.2 |
(2)皮圈中部摩擦力界合理布置和控制
雙皮圈使須條中后部摩擦力界的強度增強和擴展幅度增大,但同樣是雙皮圈牽伸,牽伸能力和成紗質量可能會有
雙皮圈使牽伸區中部摩擦力界強度增強,皮圈鉗口型式、銷子型式及皮圈材料的不同,強度也有差異。雙短皮圈在運行中易出現中凹現象,使摩擦力界減弱且不穩定;經改進后,使上銷下壓、下銷下傾,改善了皮圈的中凹現象,而FA506型細紗機中采用的曲面階梯下銷上托,也是為了同樣的目的。一般銷子上托或下壓高度為1.5mm,使其摩擦力界強度低于皮圈鉗口,通常使銷子上托或下壓點的位置在皮圈工作段長度的中部為好。
皮圈鉗口是纖維變速最激烈的部位,鉗口處的摩擦力界強度及其穩定性對纖維運動影響最大,皮圈鉗口既要控制浮游纖維,又要保證快速纖維的順利抽出。
FA506型細紗機采用下銷位置固定、上銷位置可調的彈性鉗口,彈性上銷支撐上皮圈處于一定的工作位置,借助上銷片簧的作用力始終壓向下銷。彈性鉗口上、下銷子間原始隔距較小,鉗口壓力波動也較小。當某種原因使鉗口壓力增大,則上銷向上擺動,使須條上壓力增加沒有固定銷那么大;反之下銷會下擺而起到對鉗口壓力的彈性自動調節作用。皮圈鉗口隔距可根據紡紗線密度、喂入定量、皮圈特性、纖維性能及羅拉加壓等條件而定,其選用范圍見表7—2—2。
表7—2—2 紡紗線密度與鉗口隔距的關系
線密度/tex |
>32 (<18) |
20~31 (19~29) |
9~19 (30~60) |
<9 (>60) |
鉗口隔距/mm |
3.0~4.5 |
2.5~4.0 |
2.5~3.5 |
2.0~4.0 |
(3)牽伸力與羅拉鉗口的握持力
在前牽伸區中,喂入的粗紗線密度一定時,牽伸倍數越大,前羅拉握持
為了改善細紗條干,除控制牽伸力大小外,還必須控制牽伸力不勻率。牽伸力隨著喂入紗條的不勻和摩擦力界分布的不勻而波動,引起纖維變速點的不穩定而影響紗條條干均勻度。在握持力與牽伸力相適應的前提下,適當加強皮圈鉗口壓力對穩定牽伸力有一定效果。同時還必須適當加強皮圈中部的摩擦力界以穩定皮圈中部的纖維運動。
牽伸力大時,可適當減小粗紗捻系數,以降低纖維間的緊密度,減小快速纖維從慢速纖維中抽出時的阻力,降低牽伸力;適當加大后區牽伸倍數使進入前區須條的緊密度降低而達到降低牽伸力,使之與握持力相適應;在加壓偏輕時,可適當增加前羅拉的加壓量,使握持力與牽伸力相適應;彈性鉗口還可將鉗口隔距適當放大或適當降低鉗口壓力。
羅拉鉗口的握持力是指上皮輥與下羅拉組成的鉗口對須條的動摩擦力,其大小與羅拉加壓、鉗口下須條的粗細和幾何形狀、鉗口與須條的動摩擦系數及皮輥的硬度和彈性等因素有關。
羅拉鉗口的握持力與加壓、須條的形態有關,前鉗口的握持力比中后羅拉小得多,在加壓量增加時增幅亦較小,這是由于前、中、后鉗口下握持的須條粗細與幾何形狀不同的緣故。皮輥加壓后,皮輥與紗條同時變形,當皮輥變形小于變形后的須條厚度時,皮輥上全部壓力集中于須條上。細紗機前、中、后鉗口中須條均較薄,皮輥的變形往往都超過須條受壓變形的厚度值,皮輥在整個寬度范圍內均有變形,使皮輥壓力有相當大的部分沒有加在須條上。若須條受壓后的厚度值越薄,加在須條上的壓力損失就越多。隨羅拉鉗口加壓增大,前、中、后鉗口的握持力都隨之增加,由于自后羅拉到前羅拉須條定量漸減,在同樣的加壓量時,它們獲得握持力的大小也是漸減的。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


