并合原理
一、并合的均勻作用
1、并合的均勻作用
并合的實質是把各根紗條的橫截面沿著長度方向連續疊加,這樣可以通過紗條粗細片段之間的隨機疊合,達到提高紗條均勻度的目的。
每根紗條的各個片段粗細不一,并合后可能出現三種情況:
(1)細段與粗段相并合,其結果可得到粗細適中的紗條。
(2)粗段與粗段或細段與細段相并合,其結果是粗細不勻既沒有改善也沒有惡化。
(3)粗段或細段與粗細適中的片段相并合,其結果是并合后不勻的相對差異縮小。
在以上三種情況中,出現(1)和(3)的機會較多。
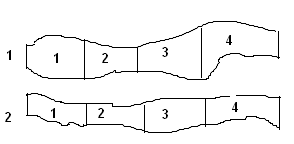
以兩根棉條(如圖)并合為例,說明并合的均勻作用。每根棉條分為
粗、中、細3種,并合時有以下幾種情況:
第1根 第2根 |
粗 |
中 |
細 |
粗 |
+1 |
+1/2 |
0 |
中 |
+1/2 |
0 |
-1/2 |
細 |
0 |
+1/2 |
-1 |
表中:0為中(不粗不細),+1為粗,-1為細,+1/2為較粗,-1/2為較細。
因此,任何兩根棉條相并合,總存在粗、細段相遇的機會,使棉條的均勻度得到改善。
2、并合前后棉條不勻率間的關系
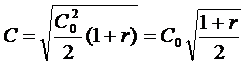
設有n根棉條相并合,并且它們5米長度片段平均重量及不勻率都相等。C為并合后棉條的不勻率,C0為并合前各根棉條的不勻率,利用數理統計的方法可進行推證出兩者之間的關系為:
![]()
由上式可見:
(1)并合前各根棉條的不勻率越小,則并合后棉條的不勻率就越小。
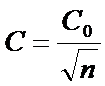
(2)并合根數越多,并合后棉條的不勻率越低。為了說明n對棉條并合前后的均勻效果,上式可變為:
![]()
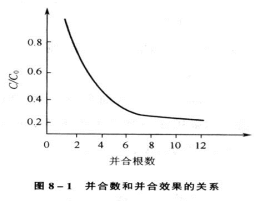
對上式列表計算如下:
n |
123456781012 |
C/C0 |
10.710.560.50.450.410.380.350.320.29 |
(3)并合根數的確定:n大于8時,并合效果不明顯;n大時,機器的占地面積大;n過大時,牽伸倍數需相應增大,會引起短片段不勻增大。綜合三方面的因素,n取6-8。
二、改善棉條不勻率的途徑
(一)棉條不勻率的種類及相互關系
1、棉條不勻率的種類根據取樣方法不同,可分為下面3種。
(1)內不勻CN:同一眼或同一卷裝內單位長度重量之間的不勻。它反應棉條的重量隨時間的變化關系。
(2)外不勻CW:不同卷裝的棉條各取一段稱重計算出的不勻。它反應不同卷裝之間的重量差異。
(3)總不勻CZ:對不同卷裝連續取樣,分段稱重后計算得出的不勻。它是內不勻及外不勻的綜合反應。
2、三種不勻間的關系利用數理統計推出:
CZ2=CW2+CN2
(二)降低棉條不勻率的途徑
1、棉條輕重搭配喂入并條機;
2、條筒淺筒搭配喂入并條機;
3、采用高靈敏度的斷頭自停裝置。
三、并合與牽伸的關系
在紡紗過程中,可以是n根紗條先并合成一根粗(厚)紗條,然后進行牽伸;
也可以是n根紗條分別進行牽伸,然后把輸出條子集合成為一根紗條。
前一種情況:
(8-4)
后一種情況:
(8-5)
式中:C1、C2為輸出紗條的不勻率;C0為喂入紗條的不勻率;CE、CE為牽伸所造成的附加不勻率。
如果CE和大小接近,則
C1>C2
所以,以采取先分別牽伸,后集合成條為好。
根據數理統計,兩根紗條并合后的效果可計算如下:
n根紗條并合后,其不勻率為并合前單根紗條不勻率的。
(1)并合前單根紗條的不勻率越大,并合效果越好;并
(2)并合根數越多,并合效果越好,但是并合根數超過一定數量后,并合均勻效果就不明顯了
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


