- 棉紡
- 紡織原料
- 開清棉
- 梳棉
- 精梳
- 并條
- 粗紗
- 細(xì)紗
- 絡(luò)并捻
- 紡紗
- 環(huán)錠紡
- 轉(zhuǎn)杯紡
- 噴氣紡
- 渦流紡
- 摩擦紡
- 緊密紡
- 假捻變形
- 空氣變形
- 熱流變形
- 多重變形
- 織造
- 整經(jīng)
- 漿紗
- 穿結(jié)經(jīng)
- 卷緯
- 開口
- 引緯
- 打緯
- 卷取
- 送經(jīng)
- 織機(jī)傳動
- 織造工藝
- 織機(jī)
- 劍桿織機(jī)
- 噴氣織機(jī)
- 噴水織機(jī)
- 片梭織機(jī)
- 片梭織機(jī)
- 多臂裝置
- 提花裝置
- 折入邊裝置
- 針織
- 緯編
- 織襪
- 經(jīng)編
- 染整
- 前處理
- 染色
- 印花
- 后整理
- 染化料
- 測試
- 環(huán)保
- 化纖
- 人造纖維
- 合成纖維
- 化纖設(shè)備
- 無紡
- 干法成網(wǎng)
- 濕法成網(wǎng)
- 紡絲成網(wǎng)
- 針刺加固
- 熱粘合
- 化學(xué)粘合
- 熔噴工藝
 您所在的位置:
您所在的位置:




 紡高含滌滌棉混紡紗時,滌綸纖維的細(xì)度大小對毛羽產(chǎn)生一定程度的影
紡高含滌滌棉混紡紗時,滌綸纖維的細(xì)度大小對毛羽產(chǎn)生一定程度的影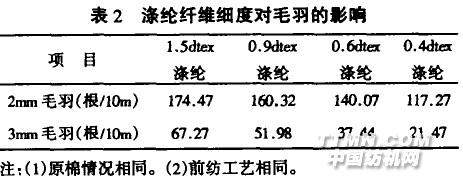 由此可見,使用細(xì)旦滌綸紡滌棉紗時,所紡的紗線毛羽數(shù)量明顯低于粗旦滌綸纖維所紡的紗線毛羽數(shù)量。2.2 開清棉工序與毛羽采取多包取用、精細(xì)抓取、均勻混合、漸進(jìn)開松、以梳代打、少分纖維、早落少碎的工藝原則。清花機(jī)各打手狀態(tài)和主要機(jī)件車速要適當(dāng)控制,以減少纖維損傷和短絨率,縮短工藝流程,提高纖維伸直平行度。因此,要依據(jù)原料的特性,及時調(diào)整各打手速度,選擇不同的打手形式,并注意各單機(jī)臺要有較高的運(yùn)轉(zhuǎn)效率,加強(qiáng)開松和分梳,減少干擾纖維運(yùn)動的棉結(jié)雜質(zhì),以減少毛羽產(chǎn)生的機(jī)率。2.3 梳棉工序與毛羽要根據(jù)原棉情況合理設(shè)計(jì)梳棉工藝。盡量多排短絨,少損傷纖維。在保證除雜效率的情況下,適當(dāng)降低刺輥和錫林速度,提高蓋板速度,以減小纖維損傷和多排短絨。適當(dāng)提高道夫轉(zhuǎn)移率。錫林與蓋板間隔距適當(dāng)偏大掌握,保證纖維分梳緩和,轉(zhuǎn)移順利。防止纖維充塞錫林與梳理區(qū),提高棉網(wǎng)質(zhì)量。保持通道光潔,無毛刺。適當(dāng)提高張力牽伸,減少彎鉤纖維和棉結(jié)數(shù)量。生產(chǎn)中梳棉工序遵循“緊隔距、強(qiáng)分梳、中速度、輕質(zhì)量、中張力牽伸”的工藝原則。紡T/C 85/15 14.7tex時,當(dāng)采用三種梳棉工藝。其試驗(yàn)結(jié)果見表3。
由此可見,使用細(xì)旦滌綸紡滌棉紗時,所紡的紗線毛羽數(shù)量明顯低于粗旦滌綸纖維所紡的紗線毛羽數(shù)量。2.2 開清棉工序與毛羽采取多包取用、精細(xì)抓取、均勻混合、漸進(jìn)開松、以梳代打、少分纖維、早落少碎的工藝原則。清花機(jī)各打手狀態(tài)和主要機(jī)件車速要適當(dāng)控制,以減少纖維損傷和短絨率,縮短工藝流程,提高纖維伸直平行度。因此,要依據(jù)原料的特性,及時調(diào)整各打手速度,選擇不同的打手形式,并注意各單機(jī)臺要有較高的運(yùn)轉(zhuǎn)效率,加強(qiáng)開松和分梳,減少干擾纖維運(yùn)動的棉結(jié)雜質(zhì),以減少毛羽產(chǎn)生的機(jī)率。2.3 梳棉工序與毛羽要根據(jù)原棉情況合理設(shè)計(jì)梳棉工藝。盡量多排短絨,少損傷纖維。在保證除雜效率的情況下,適當(dāng)降低刺輥和錫林速度,提高蓋板速度,以減小纖維損傷和多排短絨。適當(dāng)提高道夫轉(zhuǎn)移率。錫林與蓋板間隔距適當(dāng)偏大掌握,保證纖維分梳緩和,轉(zhuǎn)移順利。防止纖維充塞錫林與梳理區(qū),提高棉網(wǎng)質(zhì)量。保持通道光潔,無毛刺。適當(dāng)提高張力牽伸,減少彎鉤纖維和棉結(jié)數(shù)量。生產(chǎn)中梳棉工序遵循“緊隔距、強(qiáng)分梳、中速度、輕質(zhì)量、中張力牽伸”的工藝原則。紡T/C 85/15 14.7tex時,當(dāng)采用三種梳棉工藝。其試驗(yàn)結(jié)果見表3。









編.gif)
